Галина Колб - Санитарно-технические работы

- Название:Санитарно-технические работы
- Автор:
- Жанр:
- Издательство:Литагент Вышэйшая школа
- Год:2013
- Город:Минск
- ISBN:978-985-06-2288-4
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Галина Колб - Санитарно-технические работы краткое содержание
Пособие полностью соответствует учебной программе по единичной квалификации «Монтажник санитарно-технических систем и оборудования».
Санитарно-технические работы - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
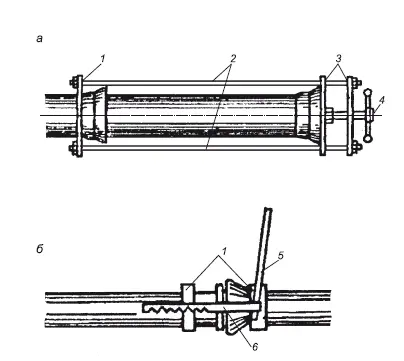
Рис. 3.20. Монтажные приспособления для заделки труб с резиновым кольцом: а – винтовое; б – реечное; 1 – захват; 2 – тяги; 3 – упоры; 4 – винтовой механизм; 5 – рычаг; 6 – реечный механизм
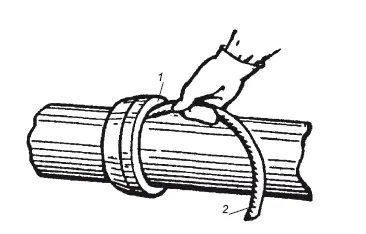
Рис. 3.21. Заделка раструбов герметиком: 1 – насадка; 2 – шланг
При вертикальном расположении стыка заполнение герметиком ведут так же, как заливку раструба серой; при горизонтальном – стык заполняют снизу вверх равномерно с двух сторон трубы. После заполнения стыка к герметику по окружности прижимают накладку, которую снимают после вулканизации герметика (превращение его в резиноподобный материал).
Стыки труб, заделанные герметиком УТ-37А, эластичные и прочные, выдерживают давление до 1,5 МПа.
Контроль качества. После того как уплотнитель затвердеет, соединение осматривают, проверяя плотность заполнения зазора между раструбом и гладким концом. Расслоение, раковины в залитых серой и цементом стыках, а также неполная их заливка не допускаются. Прочность и плотность раструбных соединений проверяют контрольной разборкой нескольких стыков.
3.5. Соединение полимерных труб
Полимерные трубы соединяют сваркой, склеиванием, с помощью раструбов, фланцев, накидных гаек. Выбор соединения зависит от материала труб, условий работы и прокладки трубопроводов. Полимерные трубы соединяют в такой последовательности: размечают и отрезают трубную заготовку заданной длины, подготовляют место соединения труб, выполняют стыковые соединения.
Разметку этих труб производят аналогично стальным, но разметочный инструмент, оставляющий на поверхности трубы риски или надрезы, использовать запрещается.
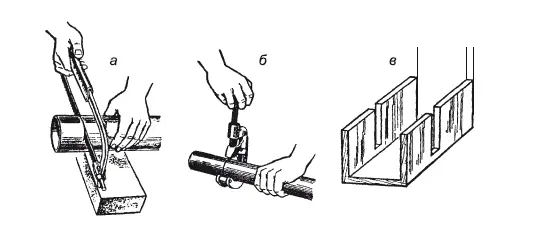
Рис. 3.22. Резка полимерных труб: а – ножовкой; б – труборезом; в – шаблон для резки
Резку труб выполняют ножовками для резки металла, мелкозубыми ручными пилами по дереву, труборезом. При резке труб под углом используют шаблон (рис. 3.22, в). При резке отклонение от плоскости реза не должно превышать 0,5 мм для труб диаметром до 50 мм, 1 мм – для труб диаметром 50 – 160 мм, 2 мм – для труб большего диаметра.
Соединение сваркой. При соединении полимерных труб применяют контактную стыковую или раструбную сварку, а также сварку нагретым газом с применением присадочного материала.
Подготовка труб к сварке начинается с осмотра труб и подборки их по диаметрам, толщинам и партиям поставки. Трубы с дефектами, овальностью более 10 %, трещинами, задирами, царапинами глубиной более 0,5 мм отбраковывают. Трубы с овальностью более допустимой (10 %), ведущей к смещению кромок при сборке более чем на 10 % от толщины стенок, но не более 1,2 мм можно исправить путем калибровки на специальном приспособлении.
Трубы с трещинами или другими дефектами на концах могут быть использованы только после отрезки поврежденных участков. Причем место отрезки должно находиться на расстоянии не менее 50 мм от края повреждения.
Для соединения отбирают трубы из одной партии поставки, что позволяет уменьшить влияние свойств материала на качество сварки и подобрать трубы со стабильными размерами. Недопустимо соединять трубы из полиэтилена высокой (ПВП) и низкой (ПНП) плотности, полиэтилена и полипропилена (ПП).
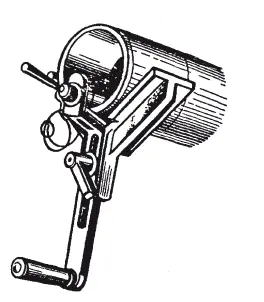
Рис. 3.23 . Устройство для торцовки и снятия фасок полимерных труб
Следующий этап подготовки труб к сварке – очистка концов труб от грязи, масла, краски, а также поверхности труб снаружи и внутри на расстоянии от конца не менее чем на 30 мм. Грязь удаляют водой с применением волосяных щеток и последующей протиркой. Соскабливать загрязнения металлическими щетками и инструментом не допускается. Затем концы труб обезжиривают ацетоном (ГОСТ 2768-84*), уайт-спиритом (ГОСТ 3134-78*).
Поврежденный и подвергшийся старению поверхностный слой выравнивают и снимают зачисткой торцов (торцовкой) путем обрезки или фрезерования острым инструментом или специальным устройством (рис. 3.23). Толщина удаляемого слоя – не менее 1–3 мм. Торцы зачищают непосредственно перед сваркой (но не ранее чем за 6–8 ч до сварки), чтобы свариваемые поверхности не окислялись и не загрязнялись.
Контактную стыковую и раструбную сварку выполняют путем нагревания до расплавления материала с последующим сдавливанием соединяемых поверхностей и охлаждением стыка под давлением. Контактную сварку выполняют при температуре воздуха не ниже – 10 °C для ПНП и ПВП и 0 °C – для ПП.
Контактную стыковую сварку осуществляют следующим образом. После подготовки трубы укладывают и центрируют, далее вводят нагревательный элемент, который оплавляет торцы труб. Затем нагревательный элемент удаляют и трубы соединяют под давлением, выдерживая их до охлаждения стыка.
Контактную сварку разделяют на механизированную и ручную.
Механизированную выполняют на сварочных установках, обеспечивающих высокую точность поддержания технологического режима и высокое качество сварки. Сварочная установка (рис. 3.24, а) состоит из зажимов для закрепления концов труб 2 больших диаметров и нагревательного элемента 3, подвижно закрепленного на установке. Нагревательный элемент, как правило, снабжен электрическим нагревом. Для этого в диск вмонтирован тепловой электрический элемент (ТЭЭ), который питается от блока напряжением 36 В. Постоянная температура элемента поддерживается терморегулятором.
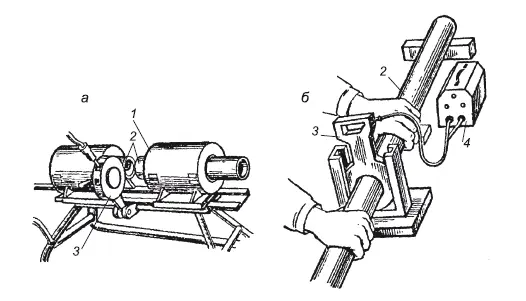
Рис. 3.24. Контактная стыковая сварка полимерных труб: а – механизированная; б – ручная; 1 – зажимы; 2 – трубы; 3 – нагревательный элемент; 4 – блок питания
При ручной сварке (рис. 3.24, б ), применяемой в малоудобных местах (подвалах, колодцах, траншеях), используют нагревательный элемент, устройства для торцовки и центровки труб (рис. 3.25). Устройство для центровки труб небольшого диаметра состоит из зажимов 2, которыми захватываются трубы, и рычагов 7, сжимающих их после оплавления торцов труб.
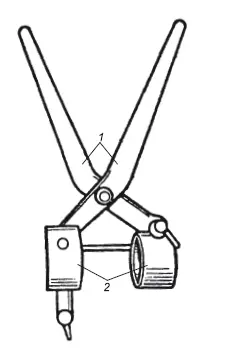
Рис. 3.25. Устройство для центровки труб: 1 – рычаги; 2 – зажимы
Читать дальшеИнтервал:
Закладка: