Галина Колб - Санитарно-технические работы

- Название:Санитарно-технические работы
- Автор:
- Жанр:
- Издательство:Литагент Вышэйшая школа
- Год:2013
- Город:Минск
- ISBN:978-985-06-2288-4
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Галина Колб - Санитарно-технические работы краткое содержание
Пособие полностью соответствует учебной программе по единичной квалификации «Монтажник санитарно-технических систем и оборудования».
Санитарно-технические работы - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
При сварке после закрепления в зажимах торцы труб приводят в соприкосновение; при этом зазор между ними не должен превышать 0,5 мм для труб диаметром до 110 мм и 0,7 мм – для труб большего диаметра. Если это условие не достигается, производят дополнительную обработку торцов труб.
Затем трубы разводят и в зазор между ними вводят нагревательный элемент (рис. 3.26, а). Температуру элемента, зависящую от материала трубы, контролируют термометром. При его отсутствии температуру можно определить приблизительно, проведя куском материала, отрезанным от свариваемой трубы, по нагретой поверхности элемента: он должен плавиться, но не должен дымиться.
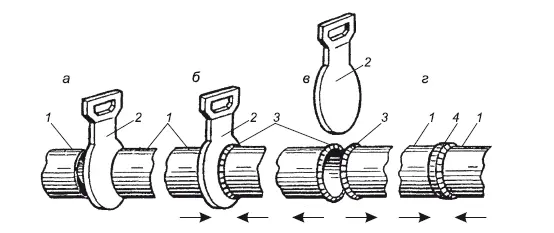
Рис. 3.26. Технологическая последовательность соединения полимерных труб контактной стыковой сваркой: а – введение нагревательного элемента; б – оплавление концов труб; в – удаление нагревательного элемента; г – соединение (осадка) труб; 1 – трубы; 2 – нагревательный элемент; 3 – валик из расплавленного материала; 4 – сварной шов
Оплавление концов труб (рис. 3.26, б) производят путем плотного и равномерного прижатия их торцов к нагревательному элементу. Время нагрева зависит от толщины стенки трубы и материала. Давление при нагреве поддерживают до тех пор, пока не будет достигнут полный контакт между свариваемыми поверхностями и инструментом. С появлением валика 3 из расплавленного материала давление постепенно снижают, а нагрев продолжают до образования валика высотой 2–2,5 мм при толщине стенки трубы до 5 мм и не более 3–5 мм при большей толщине.
После окончания оплавления трубы разводят и извлекают элемент (рис. 3.26, в), а затем не более чем через 2–3 с после того, как извлекли инструмент, плотно соединяют оплавленные концы труб (осадка труб) (рис. 3.26, г). Трубы прижимают одну к другой под давлением осадки 0,1–0,25 МПа, при этом образуется прочный шов. Сварное соединение охлаждают, не снижая давления осадки, в течение 3 – 10 мин в зависимости от толщины стенки и вида материала труб. При охлаждении не допускается перемещать и вращать концы труб в зоне сварного шва.
Контактную раструбную сварку выполняют в такой последовательности. После подготовки труб нагревательный элемент вводят между их концами, которые затем сближают таким образом, чтобы они соприкасались с нагревательным элементом. После оплавления соединяемых поверхностей трубы разводят, удаляют нагревательный элемент и быстро вставляют гладкий конец трубы в раструб, выдерживая соединяемые детали в неподвижном состоянии до охлаждения.
Преимущества контактной раструбной сварки по сравнению со стыковой состоят в следующем: не образуются наплывы материала, которые мешают свободному движению жидкости в трубопроводе; создается прочное соединение – за счет большой площади соприкосновения; не требуется усилий для центровки и сжатия труб при их соединении.
Раструбное соединение (рис. 3.27, а) обычно выполняют с помощью раструбных соединительных деталей: тройников 4 (рис. 3.27, б), муфт 5 (рис. 3.27, в). При отсутствии соединительных деталей сварку производят в раструб 1 (рис. 3.27, г), отформованный на гладком конце трубы 3. Внутренний диаметр соединительной детали или раструба должен быть меньше наружного диаметра соединяемой трубы.
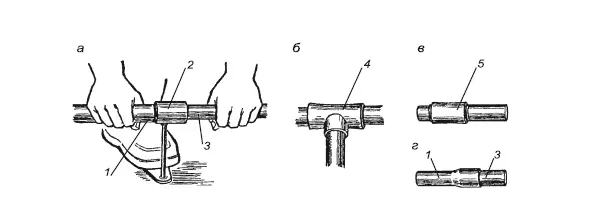
Рис. 3.27. Контактная раструбная сварка (а) в литой тройник (б), муфта (в) , раструб (г): 1 – раструб; 2 – нагревательный элемент; 3 – гладкий конец трубы; 4 – тройник;5 – муфта
Нагревательный элемент 2 (см. рис. 3.27, а ), используемый для контактной раструбной сварки, по конструкции проще, чем для стыковой. Однако в зависимости от диаметра соединяемых труб следует применять определенный нагревательный элемент или сменные насадки. Нагревательный элемент изготовляют из сплавов алюминия или нержавеющей стали. Поверхности инструмента, соприкасающиеся с материалом труб, должны быть отполированы и покрыты материалом, к которому не прилипает расплавленная пластмасса.
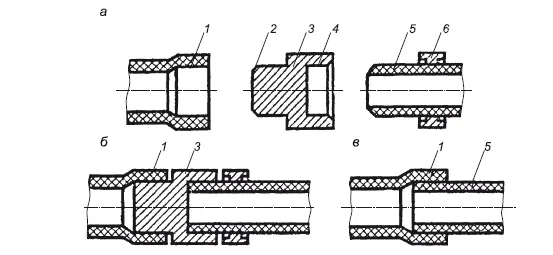
Рис. 3.28. Технологическая последовательность контактной раструбной сварки; а – введение нагревательного элемента; б – оплавление концов труб; в – соединение труб; 1 – раструб; 2 – дорн; 3 – нагревательный элемент; 4 – гильза; 5 – гладкий конец трубы; 6 – хомут
При сварке труб небольшого диаметра на строительной площадке элемент нагревают паяльной лампой или газовой горелкой. При этом температуру элемента контролируют термокарандашом или куском материала, отрезанным от свариваемой трубы.
При нагреве и оплавлении труб нагревательный элемент 3 помещают между концами соединяемых труб так, чтобы дорн 2 (рис. 3.28, а) находился напротив раструба 7, а гильза 4 – напротив гладкого конца трубы 5. Чтобы ограничить глубину входа гладкого конца трубы 5 в нагревательный элемент на расстоянии, равном глубине гильзы 4, устанавливают ограничительный хомут 6. Раструб 1 и гладкий конец трубы 5 быстро надвигают на нагревательный элемент 3 (рис. 3.28, б). Время нахождения концов труб на нагревательном элементе должно обеспечить равномерное оплавление всей площади соприкасающихся поверхностей без потери формы и жесткости деталей. Если надвигание производить медленно, то концы соединяемых труб могут прогреться на всю толщину стенки или большую часть ее и потерять форму.
Процесс оплавления продолжают до тех пор, пока у кромок раструба и на трубе по всему периметру не появится валик оплавленного материала высотой 1–2 мм. После этого быстро раздвигают соединяемые трубы и удаляют нагревательный элемент из зоны соединения. Затем, не более чем через 2–3 с, трубы соединяют, вводя гладкий конец трубы 5 в раструб 7 (рис. 3.28, в) и выдерживая их под осевой нагрузкой 20–30 с до начала отверждения материала. После соединения труб их нельзя поворачивать и смещать относительно друг друга.
Сварку нагретым газом с применением присадочного материала (рис. 3.29) выполняют путем разогрева кромок соединяемых труб (деталей) 1 и прутка 2 присадочного материала с помощью горелки 3 и последующего заполнения шва материалом прутка, который вдавливают в разогретые поверхности. Этот способ универсален, так как позволяет производить сварку в любом положении шва, не требует точной подгонки деталей и сложного инструмента.
Читать дальшеИнтервал:
Закладка: