Галина Колб - Санитарно-технические работы

- Название:Санитарно-технические работы
- Автор:
- Жанр:
- Издательство:Литагент Вышэйшая школа
- Год:2013
- Город:Минск
- ISBN:978-985-06-2288-4
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Галина Колб - Санитарно-технические работы краткое содержание
Пособие полностью соответствует учебной программе по единичной квалификации «Монтажник санитарно-технических систем и оборудования».
Санитарно-технические работы - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
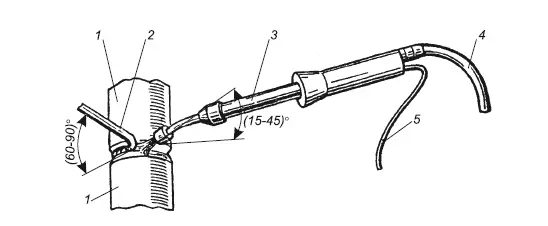
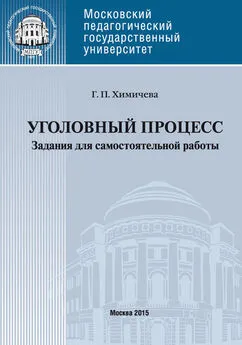
Рис. 3.29. Сварка полимерных труб нагретым газом с применением присадочного материала: 1- трубы; 2 – пруток из присадочного материала; 3 – горелка; 4 – шланг для подачи газа; 5 – провод
В горелки 3 , используемые для подогрева стыка, газ подается от компрессора по шлангу 4. Газ нагревается электрической спиралью, питаемой током по проводу 5, и через сопло подается в зону сварки.
Сварка труб нагретым газом может быть стыковой или раструбной. Прочность стыкового соединения на растяжение выше, чем раструбного, а на изгиб – наоборот. Сварку труб нагретым газом ведут в такой последовательности: подготовляют пруток присадочного материала к сварке, подбирают горелку и включают ее, контролируют температуру нагретого газа и производят сварку.
При подготовке труб к сварке зачищают и обезжиривают места сварки. При стыковой сварке труб толщиной 2–5 мм снимают фаску под углом 60–65°. Материал прутка выбирают в соответствии с материалом свариваемой трубы, его толщиной, формой шва, прочностью соединения. Для сварки используют пруток простого (круглого) и сложного (двойного) профиля толщиной 3–4 мм. Пруток простого профиля используют при сварке труб толщиной до 5 мм, сложного профиля – при большей толщине. Конец прутка обрезают под углом 30°. Горелку подбирают так, чтобы диаметр ее сопла был на 1 мм больше диаметра прутка. Подача газа – 3–7 м 3/ч при давлении перед горелкой до 0,04 МПа. Температура газа на выходе из сопла зависит от вида материала: для ПВХ, ПНП – 230–270 °C; ПВП, ПП – 250–300 °C. Горелку включают и выводят на расчетный режим следующим образом. Открывают вентиль подачи сжатого воздуха и включают питание спирали. Через 3–5 мин после прогрева горелки окончательно устанавливают температуру газа, регулируя его подачу: при уменьшении подачи температура повышается, при увеличении – уменьшается. Температуру контролируют термометром или путем теплового воздействия на контрольные образцы. При этом на кусочке, отрезанном от свариваемого изделия и размещенном на расстоянии 6–8 мм от сопла, через 5 с должно появиться матовое пятно, а белая бумага, поднесенная к соплу, должна окраситься в темно-бурый цвет.
Нагретый газ должен быть чистым: не содержать пыли, масла и других веществ, ухудшающих качество шва. Чистоту нагретого газа проверяют, размещая на пути потока белый кусок хлопчатобумажной ткани или бумаги: на них не должно появляться черных пятен или точек.
При сварке полимерных труб 1 (см. рис. 3.29) струю горячего газа направляют попеременно круговыми или колебательными движениями горелки 3 на пруток 2 и свариваемые кромки до образования матовой поверхности. Расстояние между наконечником горелки и поверхностью свариваемого шва должно быть в пределах 5–8 мм. По мере размягчения прутка и свариваемых труб пруток с усилием (для прутка диаметром 3 мм – 18–22 Н, а диаметром 4 мм – до ЗО Н) вдавливают в разделку стыка. При этом его следует держать по отношению к оси трубы под углом 60–90° при стыковой сварке и 45° – при раструбной. Сопло горелки должно составлять с осью трубы угол 15–25° – для труб толщиной стенки до 5 мм и 30–45° – свыше 5 мм в направлении, противоположном общему направлению сварки.
При сварке пруток держат в левой руке между большим и указательным пальцами на расстоянии 70–80 мм от поверхности сварки, а горелку – в правой руке. Пруток укладывают в шов в определенном порядке, обеспечивая равномерное распределение напряжений в шве. По мере укладки прутка пальцы передвигают равномерно вверх. Перехватывать пруток следует плавно, не прерывая процесса сварки. При этом следят, чтобы при укладке первого валика часть прутка выступала с внутренней стороны шва на 0,5–1 мм, а в раструбных соединенях, катет углового шва по периметру трубы должен быть равен толщине стенки раструба.
При размягчении прутка на расстоянии более 20–30 мм от точки сваривания сварку приостанавливают и пруток охлаждают. При смене или обрыве прутка конец приваренного прутка нагревают и срезают под углом 20–30°, затем к полученному срезу внахлестку приваривают также подготовленный новый пруток. Необходимо, чтобы на шве расстояние между стыками прутков было не менее 8 мм.
Соединение полимерных труб на клею. Этот способ используют для соединения раструбных труб и фасонных частей из ПВХ с зазором и без зазора.
При склеивании труб без зазора , когда разность диаметров склеиваемых элементов менее 0,1 мм, применяют клей, состоящий из перхлорвиниловой смолы (14–16 мае. ч.) и метилхлорида (86–84 мае. ч.). При склеивании труб диаметром более 100 мм, а также труб различных диаметров при повышенных температуре (более 25 °C) и скоростях движения воздуха в зоне монтажа используют Белей, состоящий из перхлорвиниловой смолы (14–16 мае. ч.), метилхлорида (76–72 мае. ч.), циклогексаната (10–12 мае. ч.).
Для склеивания труб с зазором , когда разность диаметров склеиваемых элементов менее 0,6 мм, используют зазорозаполняющий клей ГИПК-127, состоящий из тетрагидрофурана (растворитель ПВХ), поливинилхлоридной смолы, оксида кремния. Трубы СБелеивают при температуре воздуха не ниже 5 °C. Рабочее место должно быть защищено от ветра и атмосферных осадков. СБелеивание труб производят в такой последовательности: размечают посадочную длину, подготавливают склеиваемые поверхности, наносят клей, соединяют трубы.
Разметку посадочной длины (рис. 3.30, а) выполняют линейкой, складным метром 3 и карандашом 2. Длина посадочной части равна длине нахлеста клеевого соединения, которая должна быть на 6 мм больше наружного радиуса трубы.
Рис. 3.30. Последовательность соединения полимерных труб на клею: а – разметка посадочной длины; б – очистка склеиваемых поверхностей гладкого конца и раструба; в – проверка консистенции клея; г – нанесение клея на раструб и гладкий конец трубы; д – соединение труб; 1 – гладкий конец трубы; 2 – мягкий карандаш; 3 – складной метр; 4 – раструб; 5 – шлифовальная шкурка; 6 – палочка; 7 – клей; 8 – кисть
Подготовка склеиваемых поверхностей заключается в зачистке гладкого конца трубы 1 и внутренней поверхности раструба 4 шлифовальной шкуркой 5 (рис. 3.30, б). Затем зачищенные поверхности обезжиривают органическими растворителями (метиленхлоридом). Перед склеиванием труб без зазора проверяют плотность сопряжения деталей. При плотном сопряжении клей наносят одним слоем, при свободном сопряжении – двумя слоями (второй наносят после просыхания первого слоя до отлипа). Клей наносят кистью из натуральной щетины. Перед нанесением клея проверяют его консистенцию (рис. 3.30, в), обмакивая палочку 6 в клей 7: Белей должен стекать с палочки ровной струей (консистенция сметаны). Густой клей разбавляют растворителем. Сначала Белей наносят кистью 8 на внутреннюю поверхность раструба 4 (рис. 3.30, г), а затем на гладкий конец трубы 1.
Читать дальшеИнтервал:
Закладка: