Галина Колб - Санитарно-технические работы

- Название:Санитарно-технические работы
- Автор:
- Жанр:
- Издательство:Литагент Вышэйшая школа
- Год:2013
- Город:Минск
- ISBN:978-985-06-2288-4
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Галина Колб - Санитарно-технические работы краткое содержание
Пособие полностью соответствует учебной программе по единичной квалификации «Монтажник санитарно-технических систем и оборудования».
Санитарно-технические работы - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
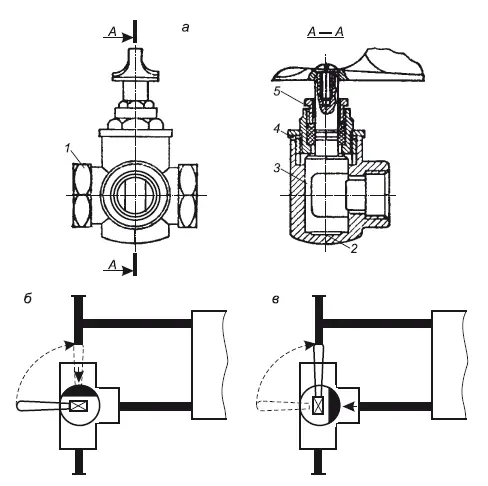
Рис. 4.3. Трехходовой кран:
а – общий вид и разрез; б – монтажное положение; в – потребительское положение; 1 – корпус; 2 – остов; 3 – пробка; 4 – крышка; 5 – гайка сальника
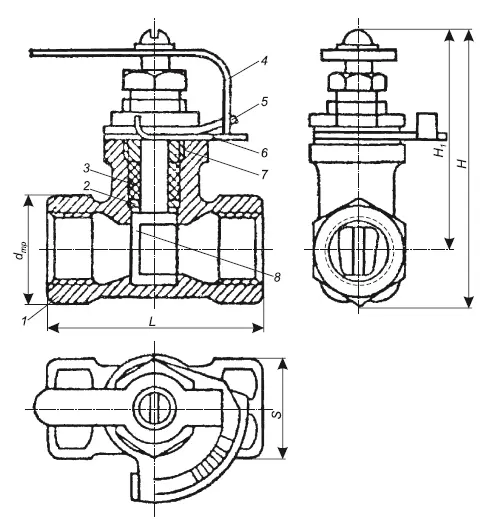
Рис. 4.4. Кран двойной регулировки типа КДР: 1 – корпус; 2 – кольцо сборное; 3 – набивка сальника; 4 – ручка; 5 – регулятор;6 – указатель; 7 – пробка
Стабилизатор давления поддерживает постоянное давление перед водоразборной арматурой и уменьшает потери воды до 40 %. В отличие от регулятора давления стабилизатор обеспечивает герметичное закрытие при отсутствии расхода воды.
Для стабилизации напора перед водоразборной арматурой применяют квартирный регулятор давления. Принцип его действия следующий: при повышении давления в камере за загруженным золотником регулятора мембрана прогибается вверх, и связанный с нею золотник прикрывает проходное отверстие, в результате чего доступ воды в сеть за регулятором уменьшается. При снижении давления золотник опускается, и доступ воды в сеть увеличивается.
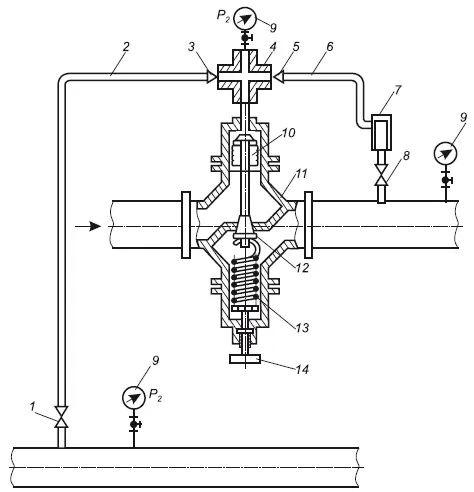
Рис. 4.5. Регулятор расхода: 1,8 – вентили; 2 – импульсная линия от обратного трубопровода; 3 – дроссельная шайба d 2; 4 – крестовина; 5 – дроссельная шайба d 1; 6 – импульсная линия от подающего трубопровода; 7 – фильтр для очистки воды; 9 – монометры; 10 – сильфон; 11 – корпус клапана; 12 – золотник; 13 – пружина; 14 – маховик
Трехходовой кран (рис. 4.3) и кран двойной регулировка (рис. 4.4) служат для регулирования количества воды, поступающей в отопительный прибор. Регулятор расхода поддерживает постоянный перепад давлений между подающими и обратными трубопроводами сетевой воды (рис. 4.5).
4.2. Ревизия, притирка и испытания арматуры
Ревизия арматуры включает осмотр арматуры, проверку комплектности (маховички, штурвалы, ручки и т. д.), очистку от консервирующего материала, промывку деталей, гидравлические или пневматические испытания в закрытом и открытом положениях. При осмотре выявляют качество деталей, сальниковой набивки, уплотнительных поверхностей. Детали должны иметь гладкую поверхность – без свищей, раковин, трещин, забоин, отколов; внутренние их полости должны быть чистыми. Профиль резьбы должен быть полным, без сорванных ниток и заусенцев, шпиндели задвижек отполированы, ход запорных органов арматуры плавным, без заеданий. Необходимо, чтобы риски на торцах квадратов пробковых, шаровых кранов соответствовали направлению движения среды. Сальниковая набивка должна быть пропитана смазочным материалом и уплотнена так, чтобы не создавалось значительное сопротивление при закрытии и открытии арматуры. Набивку уплотняют так, чтобы при эксплуатации ее можно было еще уплотнить (подтянуть).
Риски, царапины, раковины, деформации на уплотнительных поверхностях не допускаются. Качество этих поверхностей проверяют, нанося на них мягким грифелем или мелом в нескольких местах риски в радиальном направлении (16–18 рисок в зависимости от диаметра арматуры). Уплотнительные поверхности приводят в соприкосновение и 2–3 раза поворачивают на четверть оборота в противоположных направлениях. При хорошо притертых поверхностях риски равномерно стираются. Дефекты на уплотнительных поверхностях, обнаруженные при осмотре или испытании на герметичность, устраняют. Способ исправления зависит от величины дефекта: забоины, риски, раковины глубиной более 0,33 мм устраняют механической обработкой на токарных, строгальных, шлифовальных станках; глубиной 0,3–0,01 мм – шабрением вручную или механизированным инструментом; менее 0,01 мм – притиркой. Некачественные резиновые уплотнения заменяют.
Притиркой уплотнительных поверхностей устраняются малейшие неровности, что обеспечивает герметичность уплотнения. Притирку выполняют путем взаимного перемещения уплотнительных поверхностей, на которые нанесен слой абразивного материала. Для притирки используют абразивные пасты, состоящие из порошка (70–80 % по массе) и парафина (20–30 %). При предварительной притирке применяют корундовый порошок. Для окончательной доводки употребляют пасту ГОИ, которая состоит из оксида хрома, стеарина и силикагеля. Пасту ГОИ – полировальную пасту, разработанную Государственным оптическим институтом – выпускают трех сортов: грубую – черного цвета, среднюю – темно-зеленого и тонкую – светло-зеленого цвета.
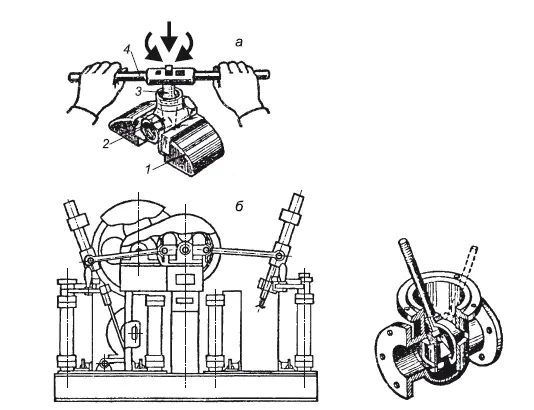
Рис. 4.6. Притирка арматуры:
а – вручную; б – на станке ВМС-42; 1 – тиски; 2 – корпус; 3 – притир; 4 – вороток; 5 – зажимное устройство; 6 – электродвигатель; 7 – шток; 8 – зажим штока; 9 – диск; 10 – кольцо
Притирку вручную (рис. 4.6, а) выполняют следующим образом. Очищают притираемые поверхности от пыли, грязи и насухо вытирают. Затем корпус крана зажимают в тисках отверстием вверх. На пробку или конический притир наносят ровным слоем абразивную пасту, после чего вводят в притираемое отверстие. На хвостовик пробки или притира надевают вороток и вращают, делая неполные обороты то в одну, то в другую сторону, после чего совершают полный оборот. После 15–20 оборотов притир вынимают, насухо протирают тряпкой, наносят на него абразивную пасту и снова продолжают совместную притирку пробки с краном до тех пор, пока притираемые поверхности не станут матовыми.
Качество притирки проверяют мелом или цветным карандашом. Для этого вдоль конической поверхности пробки проводят мелом черту, вставляют пробку в корпус и совершают 1–2 полных оборота с легким нажимом. Если меловая черта равномерно стерлась, значит, пробка притерта правильно. Для ускорения притирки можно использовать ручную дрель, к которой прикрепляется притир.
Для притирки седел вентилей применяют деревянные диски с рукоятками (притиры), оклеенные шлифовальным полотном, иногда их обтягивают кожей, на которую наносится притирочная паста.
Задвижки притирают на станке ВМС-42 (рис. 4.6, б). На нем можно одновременно притирать диски двух задвижек диаметром от 50 до 200 мм, которые закрепляют в зажимном устройстве. Шток задвижки, помещенный в зажим, получает возвратно-поступательное движение от электродвигателя через клиноременную передачу и редуктор. Шток перемещает диски задвижки по уплотнительным кольцам, осуществляя притирку сопрягающихся уплотнительных поверхностей.
Читать дальшеИнтервал:
Закладка: