Александр Штейнгауз - Завод без людей

- Название:Завод без людей
- Автор:
- Жанр:
- Издательство:Детгиз
- Год:1957
- Город:Москва
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Александр Штейнгауз - Завод без людей краткое содержание
Завод без людей - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
И уж, конечно, наибольший интерес вызывают измерительные станции. На этих участках использованы последние достижения электроники и мерительной техники.
Вот транспортер внес кольцо в остекленный шкаф— контрольно-измерительную станцию, оно проходит первую проверку, затем вторую, третью, четвертую.
Сделаны четыре остановки. Все хорошо? Нет, этот вывод преждевременен. Результат измерений, произведенных каждым из автоматов, остается еще неизвестным, он пока „запоминается“ специальным устройством.
В конце путешествия кольцо подходит к висящему между двумя лотками электромагниту. Результаты измерения „запоминающие“ устройства автоматов передают электромагниту, он взвешивает эти данные и решает, можно ли пустить кольцо на сборку.
Повисев на магните, кольцо ложится на транспортер, который везет его к сборочному автомату. Все ясно: размеры выдержаны. Магнит пропускает и второе кольцо, и третье, и четвертое… Но приходит еще одно кольцо, и магнит бросает его на лоток, оттуда оно попадет уже на „штрафной“ транспортер, который отвезет его в изолятор.
На каком из четырех автоматов обнаружена неточность? Мы этого не знаем. Импульсонакопитель „запомнил“ это кольцо, и магнит беспощадно выбросил его из потока.
А вот еще одно „чудо“ — автомат для сборки шариковых подшипников. При старых методах сборки к шарикам определенной группы подбирали кольца. На автоматической сборке применен обратный принцип: по зазору колец подбираются шарики необходимого размера. Автомат измеряет внутренний диаметр наружного кольца и наружный диаметр внутреннего. Счетно-решающее устройство делает необходимый расчет и дает ответ, какой шарик годится для данной пары колец. Задача решается моментально.
Собранные подшипники сами следуют дальше по предписанному маршруту. Они попадают в антикоррозийные агрегаты. Дальше — упаковочные автоматы. Подшипник заворачивается в промасленную бумагу и укладывается в изящную фирменную коробочку».
От автоматической линии недалеко и до полностью автоматизированного завода. Такие заводы, конечно, появились. Одним из первых был советский завод-автомат, выпускающий поршни для автомобильных моторов. В сутки этот завод выпускает от 3000 до 3500 изделий. Все производство обслуживают пять операторов в смену. На заводе-автомате автоматизированы не только производственные операции, но и все операции технического контроля и все подсобные операции.
Этот завод состоит из четырех основных производственных участков: плавильного, термического, участка механической обработки и участка сортировки и упаковки. Все участки связаны между собой транспортерами, которые работают точно в соответствии с ритмом производственных операций.
Давайте подробнее рассмотрим схему завода. Она изображена на рисунке.
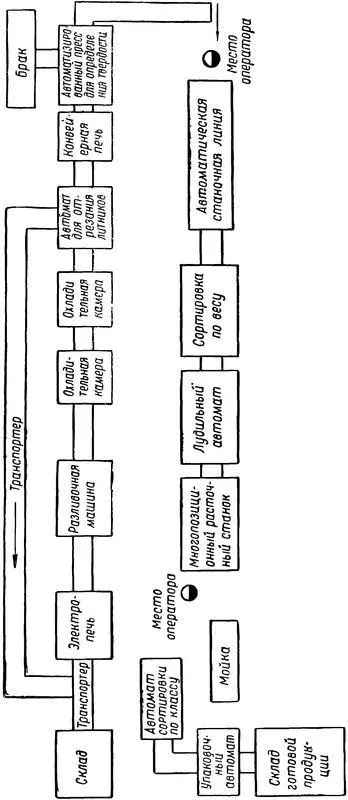
Схема автоматического завода по производству поршней.
На завод поставляются алюминиевые чушки. Они хранятся на складе. Со склада чушки подаются по транспортеру в электропечь. Подаются они через строго определенные промежутки времени. В электропечи поддерживается неизменная температура. И, конечно, температура в печи поддерживается с помощью автомата — автоматического регулятора температуры. Из печи расплавленный металл прямо по желобу поступает в разливочную машину. Разливочная машина строго определенными порциями разливает металл в металлические формы — кокили. После заливки металлом кокили переносятся в охладительную камеру, где выдерживается нужный температурный режим. После охлаждения кокиль подается на автомат для отрезания литников — «хвостиков», получающихся из металла, застывающего не в самой форме, а в воронке, через которую заливают металл в кокиль. Отрезанные литники падают на транспортер, переносящий их обратно в печь для переплавки. После обрезки литников заготовки поршней поступают на второй — термический — участок.
Термический участок состоит из конвейерной печи, в которой поршни проходят термическую обработку, и автоматизированного пресса для определения твердости. Печь и пресс соединены транспортером. Пресс производит разбраковку поршней по твердости. Забракованные поршни сбрасываются в ящик, а годные попадают в бункер.
На третьем участке, участке механической обработки, куда поршни попадают под воздействием собственного веса по склизу, имеется первый оператор. Оператор устанавливает приходящие к нему поршни в загрузочные позиции автоматической станочной линии. В линии установлены токарные, сверлильные, фрезерные и шлифовальные станки. Эти станки автоматически выполняют все операции по механической обработке поршней. После обработки поршни транспортером подаются в агрегат, измеряющий их вес и сортирующий их по весу. Далее поршни поступают в автомат, где они лудятся. Отсюда поршни подаются на многопозиционный расточной станок, в котором окончательно растачиваются отверстия под палец поршня. Точность расточки очень высокая — до 0,01 миллиметра. Она автоматически контролируется. Здесь поршни попадают в руки ко второму оператору, перемещающему поршни на конвейер моечной машины.
После расточки отверстий поршня под палец поршни поступают в автоматическую сортировку по классу (по диаметрам отверстий для пальца, по диаметрам юбки поршня). На поршни ставятся соответствующие клейма. Разделенные по классам поршни отдельными потоками отправляются в упаковочный автомат и оттуда на склад готовой продукции.
На заводе имеется диспетчерский пункт. Он оборудован различными средствами сигнализации, учета, управления и контроля, позволяющими диспетчеру следить за всем производством.
Производительность труда при автоматизации, как мы можем видеть, возрастает во много раз, качество же ее, несмотря на то что продукция дешевеет, становится более высоким.
Пока еще подавляющее большинство станков-автоматов для металлообработки — автоматы особого типа. Это автоматы, не умеющие «думать». Если к станку перестанут подаваться заготовки, он не почувствует этого и будет производить те же самые операции, только вхолостую, в лучшем случае остановится. Но если, скажем, заготовки подаются, но какие-то их качества изменились и по ходу дела нужно, например, изменить режим резания, такие станки не сумеют этого сделать. Это происходит потому, что программа работы задана станку раз и навсегда при его проектировании и наладке. Перестроиться применительно к новым условиям и обстоятельствам такой станок не может.
К такого рода автоматам относятся, например, станки и устройства, которые вырабатывают подшипники массового применения, и станки и устройства автоматического завода, выпускающего поршни. И те и другие очень хороши для решения названных задач, но никаких других они решать не умеют. Да никто от них этого и не требует.
Читать дальшеИнтервал:
Закладка: