А. Брысаев - Инновационное управление производственными программами и проектами в НГХК

- Название:Инновационное управление производственными программами и проектами в НГХК
- Автор:
- Жанр:
- Издательство:Литагент БИБКОМ
- Год:2013
- Город:Казань
- ISBN:978-5-7882-1398-9
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
А. Брысаев - Инновационное управление производственными программами и проектами в НГХК краткое содержание
Инновационное управление производственными программами и проектами в НГХК - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
По значению и роли в производстве процессы подразделяются на:
– основные (в ходе них осуществляется изготовление основной продукции, выпускаемой предприятием);
– вспомогательные (обеспечивают бесперебойное протекание основных процессов);
– обслуживающие (в ходе них выполняются услуги необходимые для нормального функционирования и основных и вспомогательных процессов).
В современных условиях особенно в автоматизированном производстве, наблюдаются тенденция к интеграции основных и обслуживающих процессов.
Организация высокотехнологичных производственных процессов состоит; в объединении людей; орудий и предметов в единый процесс производства материальных благ, а также в обеспечении, рационального сочетания в пространстве основных, вспомогательных и обслуживающих процессов.
Пространственное сочетание элементов производственного процесса, и всех его разновидностей реализует на основе формирования производственной, структуры предприятия и входящих в него элементов. Под производственной структурой понимается совокупность производственных единиц предприятия, входящих в его состав, а также формы взаимосвязей между ними.
В современных условиях производственный процесс может рассматриваться в двух его разновидностях:
– как процесс материального производства с конечным результатом – товарной продукцией;
– как процесс проектного производства с конечным результатом – научно – техническим продуктом.
В настоящее время распространены организационные формы малых, средних и крупных предприятий, производственная структура каждого из которых обладает соответствующими особенностями.
На основе производственной структуры разрабатывается генеральный план предприятия. Под генеральным планом понимается пространственное расположение всех цехов и служб, а также транспортных путей на территории предприятия. При разработке генерального плана обеспечивается прямоточность материальных потоков.
Службы и цеха связанные между собой должны располагаются в непосредственной близости. 4 4 Туровец О.Г., Родионов В.Б., Бухалков М.И. «Организация производства и управление предприятием», ИД «ИНФРА-М», 2007.
Кроме того, для обеспечения рационального взаимодействия всех элементов производственного процесса и упорядочения выполняемых работ во времени и в пространстве необходимо формирование производственного цикла изделия, важнейшей характеристикой которого является его длительность.
Длительность производственного цикла – период времени, в течение которого сырье и материалы в ходе производственного процесса преобразуется в готовую продукцию. Сокращение длительности производственного цикла ведет к повышению оборачиваемости оборотных средств, сокращает размеры незавершенного производства.
В наиболее общем виде деятельность производственного цикла выражается формулой.
Т т– время технологических операций,
Т п з– время работ подготовительно – заключительного характера,
Т е– время естественных процессов,
Т к– время контрольных операций,
Т т.р– время транспортирования предметов труда,
Т м.о. – время межоперационного пролеживания,
Т п.р. – время перерывов, обусловленное режимом труда.
Длительность технологических операций и подготовительно – заключительных работ в совокупности образует операционный цикл.
Время выполнения производственного задания нормируется.

где Т о– норма оперативного времени, α- доля времени (в процентах) на обслуживание рабочего времени, β – доля времени (в процентах) на отдых и личные надобности.
Норма времени на выполнение операций над партией деталей называется штучно-калькуляционным временем и определяется по формуле:
где Т пз– норма подготовительно-заключительного времени (устанавливается на партию деталей), n – размер партии деталей.
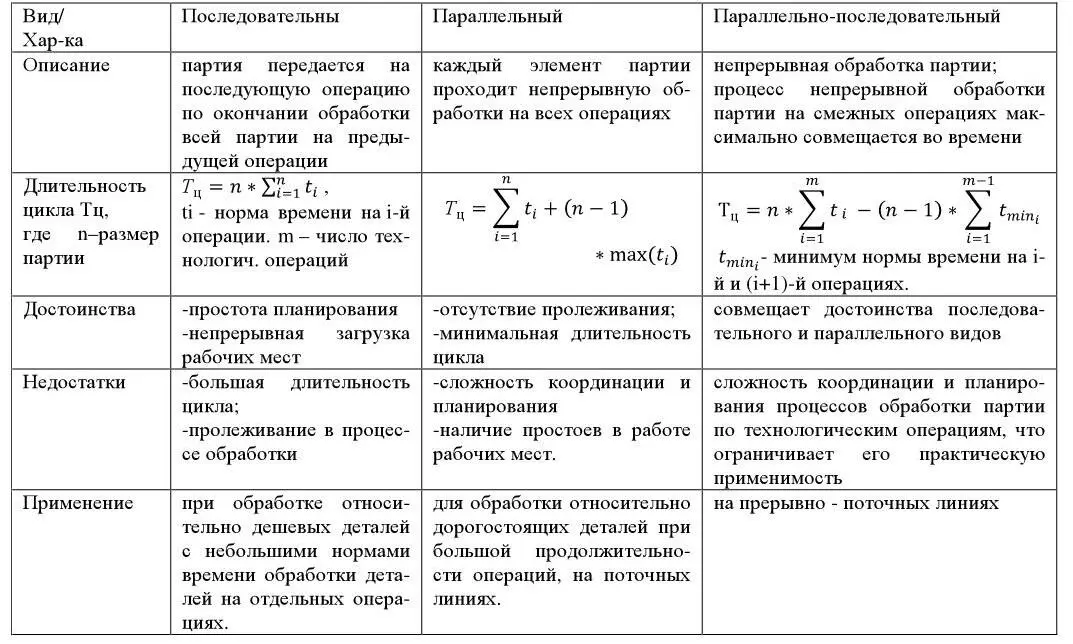
Производственный цикл детали обычно называют простым, а изделия или сборочной единицы – сложным. Цикл может быть однооперационным и многооперационным. Длительность цикла многооперационного процесса зависит от способа движения с операции на операцию. Различают три основных (базовых) вида движения партии деталей по операциям: последовательный, параллельный, параллельнопоследовательный.
Сравнительный анализ данных видов приведен в таблице 2.1.
Кроме этого при организации производственных процессов выделяют исходные положения, на основе которых осуществляются их построение, функционирование и развитие. Данные положения называются основными принципами организации высокотехнологичного производственного процесса.
Принцип дифференциации предполагает разделение производственного процесса на отдельные части (процессы, операции) и их закрепление за соответствующими подразделениями предприятия. Принципу дифференциации противостоит принцип комбинирования, который означает объединение всех или части разнохарактерных процессов по изготовлению определенных видов продукции в пределах одного участка, цеха или производства. В зависимости от сложности изделия, объема производства, характера применяемого оборудования производственный процесс может быть сосредоточен в каком-либо одном производственном подразделении (цехе, участке) или рассредоточен по нескольким подразделениям. Принципы дифференциации и комбинирования распространяются и на отдельные рабочие места. Поточная линия, например, представляет собой дифференцированный комплекс рабочих мест.
Таблица 2.1
В практической деятельности по организации производства приоритет в использовании принципов дифференциации или комбинирования должен отдаваться тому принципу, который обеспечит наилучшие экономические и социальные характеристики производственного процесса. Так, поточное производство, отличающееся высокой степенью дифференциации производственного процесса, позволяет упрощать его организацию, совершенствовать навыки рабочих, повышать производительность труда. Однако чрезмерная дифференциация повышает утомляемость рабочих, большое число операций увеличивает потребность в оборудовании и производственных площадях, ведет к излишним затратам на перемещение деталей и т. д.
Читать дальшеИнтервал:
Закладка: