Коллектив авторов - Канбан и «точно вовремя» на Toyota. Менеджмент начинается на рабочем месте

- Название:Канбан и «точно вовремя» на Toyota. Менеджмент начинается на рабочем месте
- Автор:
- Жанр:
- Издательство:Array Литагент «Альпина»
- Год:2008
- Город:Москва
- ISBN:978-5-9614-2105-2
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Коллектив авторов - Канбан и «точно вовремя» на Toyota. Менеджмент начинается на рабочем месте краткое содержание
Канбан и «точно вовремя» на Toyota. Менеджмент начинается на рабочем месте - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
На выполнение производственного плана влияют и внутренние, и внешние факторы. Условия на рынке тоже постоянно меняются. Чтобы реагировать на эти изменения, инструкции для рабочих мест должны постоянно корректироваться. Поскольку мы хотим делать все «точно вовремя», заказы-наряды на производство должны выдаваться часто и своевременно. Самой важной для любого участка служит информация о том, что и сколько он должен сейчас произвести. И для этого он не нуждаются в каком-либо одном тщательно составленном документе. Наряды можно выдавать по мере надобности.
Предположим, рассчитывая на соответствующий спрос, компания произвела 5 тыс. машин одной модели. Но фактические продажи составили только 3 тыс. Потратив немало сил, компания внезапно обнаружила, что ей придется что-то делать с 2 тыс. непроданных машин.
В этом случае ошибочным было решение выпустить сразу партию 5 тыс. машин. Если бы компания выпускала машины мелкими партиями 500, 50 или даже 5 машин, она могла бы остановить производство, как только ей стало известно, что продано только 3 тыс. машин.
Производить нужно мелкими партиями. Соблюдайте это правило, и вы избежите перепроизводства и неликвидных остатков. Мы в Toyota неуклонно придерживаемся этого правила.
Предоставляйте информацию ежеминутно
Как сделать так, чтобы наряды на производство выдавались часто и своевременно?
Для участка самое главное – знать, что ему делать дальше. Если, выдавая наряды, вы предоставляете ему эту важнейшую информацию, то нередко этого вполне достаточно.
Рабочим, занятым на сборочной линии, нужно знать, какая модель будет собираться первой, какая – второй и т. д. Если на сборку машины уходит всего минута, то наряды должны выдаваться с интервалом в одну минуту. Если одна машина собирается каждые три минуты, то следующий наряд должен поступить через три минуты.
Предоставлять информацию своевременно означает просто отдавать распоряжения с интервалом, равным времени такта.
Служащим заводоуправления, конечно, намного легче выдавать наряды раз в час или даже в день, чем каждые две-три минуты. Вот почему информацию обычно предоставляют «оптом». Но какой бы сложной ни была работа этих служащих, нельзя допустить, чтобы они шли самым легким путем и способствовали возникновению потерь от перепроизводства.
И так ли на самом деле сложна работа служащих заводоуправления? Что сложнее: собрать машину или только дать указание о ее сборке? Конечно, распорядиться о чем-то намного легче, чем выполнить распоряжение. Дать наряд на сборку автомашины намного проще, чем ее собрать.
Если компания предоставляет информацию ежеминутно, это означает также, что она контролирует ненормальности, показывая, как нужно действовать, когда происходит что-то необычное. Toyota не может себе позволить, чтобы конечная продукция производилась без какого-либо плана или анализа.
Если не возникнет никаких отклонений, то разработанная компьютером план-схема последовательности работ будет тщательно соблюдена. На основе этого плана и времени такта будут даваться инструкции по дальнейшей работе на данной линии.
Для передачи информации с интервалом, равным времени такта, финишная сборочная линия использует специальный носитель информации, а на большинстве остальных процессов применяется канбан.
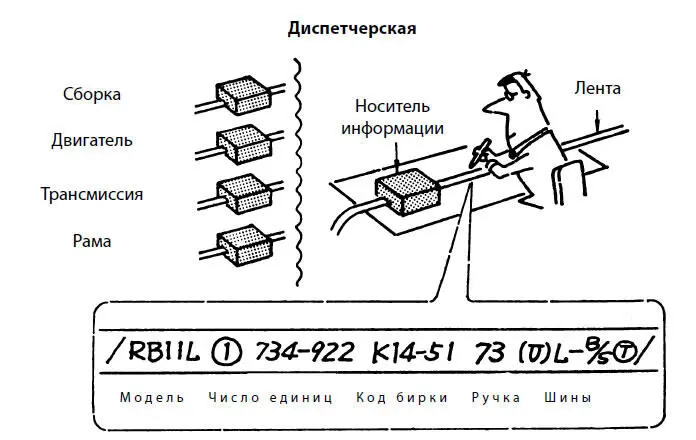
Рис. 15.Носитель информации
Носитель информации – это разновидность электрического средства связи. В диспетчерской оператор следит за соблюдением разработанной компьютером дневной схемы последовательности сборки. Он от руки наносит на ленту данные о модели каждой машины, шинах, трансмиссии и т. д., и эта информация поступает на сборку и на участки, на которых устанавливаются рамы, двигатели и трансмиссии. Благодаря этой приводимой в движение электричеством ленте все эти участки узнают, что им делать дальше.
На рис. 16 представлен образец бирки, содержащей подробные данные о машинах, которые требуется собрать. На корпус машины сборочной линии наклеивается заранее подготовленная бирка, код которой указан на ленте, и рабочие на сборке руководствуются указанными на этой бирке спецификациями.
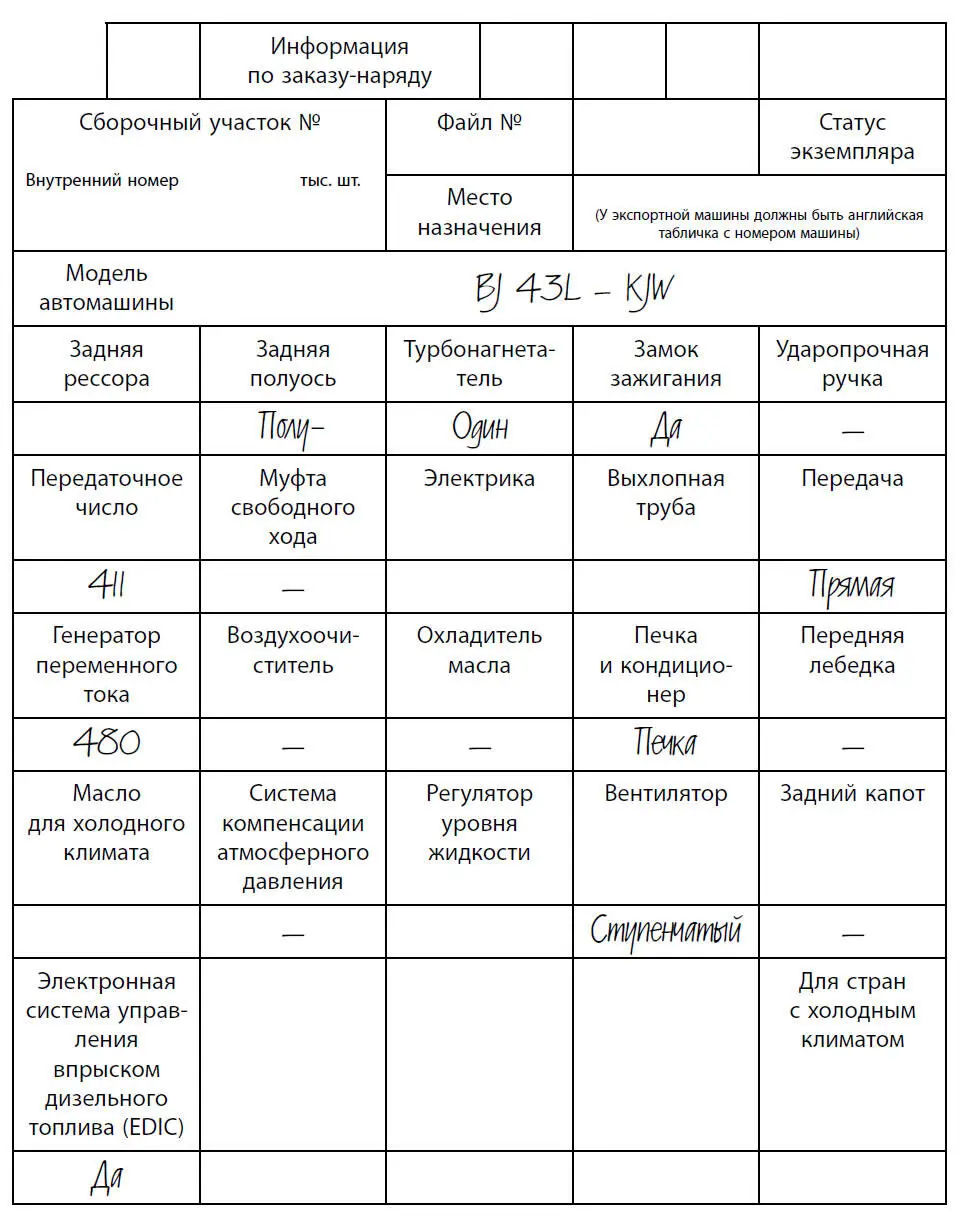
Рис. 16. Далее отдел управления производством дает заводам указание составить свои схемы последовательности сборки. Это делается за полтора дня до даты сборки автомобиля. Из-за большого количества деталей и размера этих схем Toyota требует, чтобы ее самые крупные поставщики деталей представляли свои схемы на магнитной ленте, в то время как более мелкие могут подавать их и в бумажном виде. Затем Toyota печатает бирки, аналогичные показанной на рис. 16 и содержащие информацию, полученную из этих схем последовательности сборки. Эти бирки приклеивают на машины в начале каждой сборочной линии, чтобы рабочие руководствовались ими при сборке. Шестой и последний этап связан с использованием карточек канбан для отбора и заказа деталей, но это касается только деталей, не охваченных схемой последовательности сборки. Более подробно об этом говорится в пятой главе.
Образец бирки Далее отдел управления производством дает заводам указание составить свои схемы последовательности сборки. Это делается за полтора дня до даты сборки автомобиля. Из-за большого количества деталей и размера этих схем Toyota требует, чтобы ее самые крупные поставщики деталей представляли свои схемы на магнитной ленте, в то время как более мелкие могут подавать их и в бумажном виде. Затем Toyota печатает бирки, аналогичные показанной на рис. 16 и содержащие информацию, полученную из этих схем последовательности сборки. Эти бирки приклеивают на машины в начале каждой сборочной линии, чтобы рабочие руководствовались ими при сборке. Шестой и последний этап связан с использованием карточек канбан для отбора и заказа деталей, но это касается только деталей, не охваченных схемой последовательности сборки. Более подробно об этом говорится в пятой главе.
При сборке на основе этой дневной схемы последовательности работ в некоторых процессах могут возникнуть непредвиденные проблемы. Или же обстоятельства могут измениться и потребуется иная последовательность сборки. Поскольку данные на ленту наносят от руки, их всегда можно изменить, чтобы дать новые инструкции.
Самодвижущаяся лента используется сборочными линиями. В других процессах, например на участках штамповки, литья и промежуточной сборки, которые составляют большинство операций при изготовлении автомобиля, аналогичную роль играет канбан. Он решает ту же самую задачу, т. е. своевременное предоставление информации в целях предотвращения перепроизводства.
Читать дальшеИнтервал:
Закладка: