Филипп Семёнычев - Стандартизованная работа. Метод построения идеального бизнеса

- Название:Стандартизованная работа. Метод построения идеального бизнеса
- Автор:
- Жанр:
- Издательство:Animedia Company
- Год:2014
- Город:Прага
- ISBN:978-8-0749-9007-6
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Филипп Семёнычев - Стандартизованная работа. Метод построения идеального бизнеса краткое содержание
В книге подробно описывается один из наиболее сложных методов lean, основанный на непрерывном совершенствовании, избавлении от потерь и ритмичном удовлетворении потребностей клиентов. Это первое подробное описание данного метода. В книге отражены различные подходы к его реализации, приведена последовательность внедрения и описана подготовительная работа, а также рассмотрены дополнительные возможности развития метода для совершенствования организации.
Книга будет крайне полезна и интересна не только руководителям и специалистам, применяющим принципы, методы и инструменты lean, но и любому человеку, стремящемуся к совершенствованию повседневной работы.
Стандартизованная работа. Метод построения идеального бизнеса - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
В зависимости от специфики процесса возможно разделение (детализация) времени выполнения переналадок на смену оснастки и инструмента, либо исключение одного из них за ненадобностью. При необходимости, может учитываться количество сменяемых инструментов в процессе изготовления детали и т. п. Основная задача данной части таблицы – учесть потери времени на всевозможные переналадки в процессе, в расчёте на одно изделие.
В приведённом примере в первом столбце учитывается количество изделий, которое в среднем проходит через соответствующий этап процесса между двумя переналадками, а во втором, соответственно, время переналадки (замены инструмента оснастки). Итоговый, третий столбец рассчитывает время, затрачиваемое на переналадки по отношению к одному изделию.

Пропускная способность (следующий столбец) рассчитывается в единицах изделий, исходя из доступного для работы времени, которое также должно отражаться в таблице пропускной способности процесса.
Дополнительно в таблице пропускной способности процесса часто учитывается отдельно время проверки качества по отношению к одному изделию (по аналогии со временем на переналадки). В таком случае таблица будет содержать три дополнительных столбца: частота проверок (например, каждые Х штук), продолжительность проверок (в секундах) и время проверок по отношению к одному изделию (см. формулу ниже).

Пропускная способность отражает максимальное количество определённых изделий, которое может изготовить (обработать, пропустить через себя и т. п.) соответствующий этап процесса в смену. В зависимости от внутреннего режима работы организации расчёт пропускной способности может осуществляться на час рабочего времени.
Приведённый выше пример (см. таблицу 6.4) показывает, что этап процесса «обрубка» обладает меньшей пропускной способностью, чем предыдущие этапы, следовательно, при изготовлении изделия он будет являться «узким местом», ограничивающим скорость всего потока, о чём будет свидетельствовать скапливающееся перед этим этапом незавершённое производство. Следовательно, необходимо принять меры для ликвидации данного «узкого места» и обеспечить непрерывное движение изделия по потоку.
В последнем столбце отражаются примечания, отражающие любую необходимую для определения пропускной способности процесса информацию.
Итогом разработки таблицы пропускной способности процесса должен стать документ, обеспечивающий представление о скорости и этапах движения изделия по процессу, а также «узких местах» и ограничениях рассматриваемого процесса.
Стандартные операционные карты или СОК являются обязательными документами. К их разработке следует приступать только после чёткого определения всех операций в каждом участке процесса. При выборе операций необходимо учитывать принцип завершённости процесса, т. е. следить, чтобы те последовательности действий, которые вы определяете для каждой СОК, были завершены логически и обеспечивали качество выполненной работы. СОК является способом сохранить лучший опыт и показать, как лучше выполнить ту или иную работу. Правильно составленная СОК призвана помочь всем, начиная от работника и заканчивая высшим руководителем.
Как уже говорилось, СОК представляет собой описание повторяющейся последовательности действий, которые необходимо совершить для выполнения определённой операции. Действия могут как добавлять ценность, так и не добавлять, но быть необходимыми для выполнения определённой операции. Данная последовательность действий должна быть наилучшей в данный момент, т. е. должна обеспечивать минимальное время выполнения операции, быть максимально эргономичной, обеспечивать качество выполненной работы (исключать возможность совершения ошибки, позволять проверять результаты выполненной работы и т. п.). Для того чтобы убедиться, что выбранная последовательность действий является наилучшей в настоящий момент времени, работа по составлению СОК должна осуществляться командой с привлечением всех необходимых специалистов.
Рассмотрим пример оформления стандартной операционной карты (один из возможных вариантов). СОК можно разделить на несколько частей: первые три столбца примера отвечают на вопрос «Что сделать?», оставшиеся на вопрос «Как сделать?», нижняя часть оставлена для визуального представления информации.
Так как СОК является документом, то она должна иметь соответствующий заголовок и подписи, которые в приведённом примере заведомо упущены для упрощения понимания сути документа. Заголовки будут различаться в зависимости от принятых правил документооборота в организации, а также от специфики стандартизируемых процессов. Информация заголовка, как правило, содержит:
– наименование операции;
– наименование изделия или применимость СОК, т. е. на какие модификации (виды, варианты и т. п.) изделий применима данная последовательность выполнения операций;
– время цикла, т. е. время, за которое совершается операция от первого до последнего действия;
– ссылки на существующую технологическую документацию (номера чертежей, технологических процессов и т. п.);
– фамилии и должности ответственных исполнителей, разработчиков и их подписи.
С самого начала в карте пронумерована и представлена последовательность действий, необходимая для выполнения описываемой в СОК операции. В зависимости от операции, этими действиями могут являться переходы (например, при ручной мех. обработке). В любом случае, необходимо помнить, что в СОК описываются действия человека, а не перемещение или видоизменение продукта. Третий столбец под названием «Что сделать» даёт пояснения к приведённым действиям. Пояснения должны содержать минимальную информацию, достаточную для понимания операции в целом и каждого действия в частности.
В примере (таблица 6.5) представлено описание операции по установке колеса, состоящей из четырёх действий. Операция установки колеса, согласно принципу завершённости процесса, выполняется полностью одним работником, начиная с его поднятия и заканчивая затяжкой болтов и подтверждением качества.
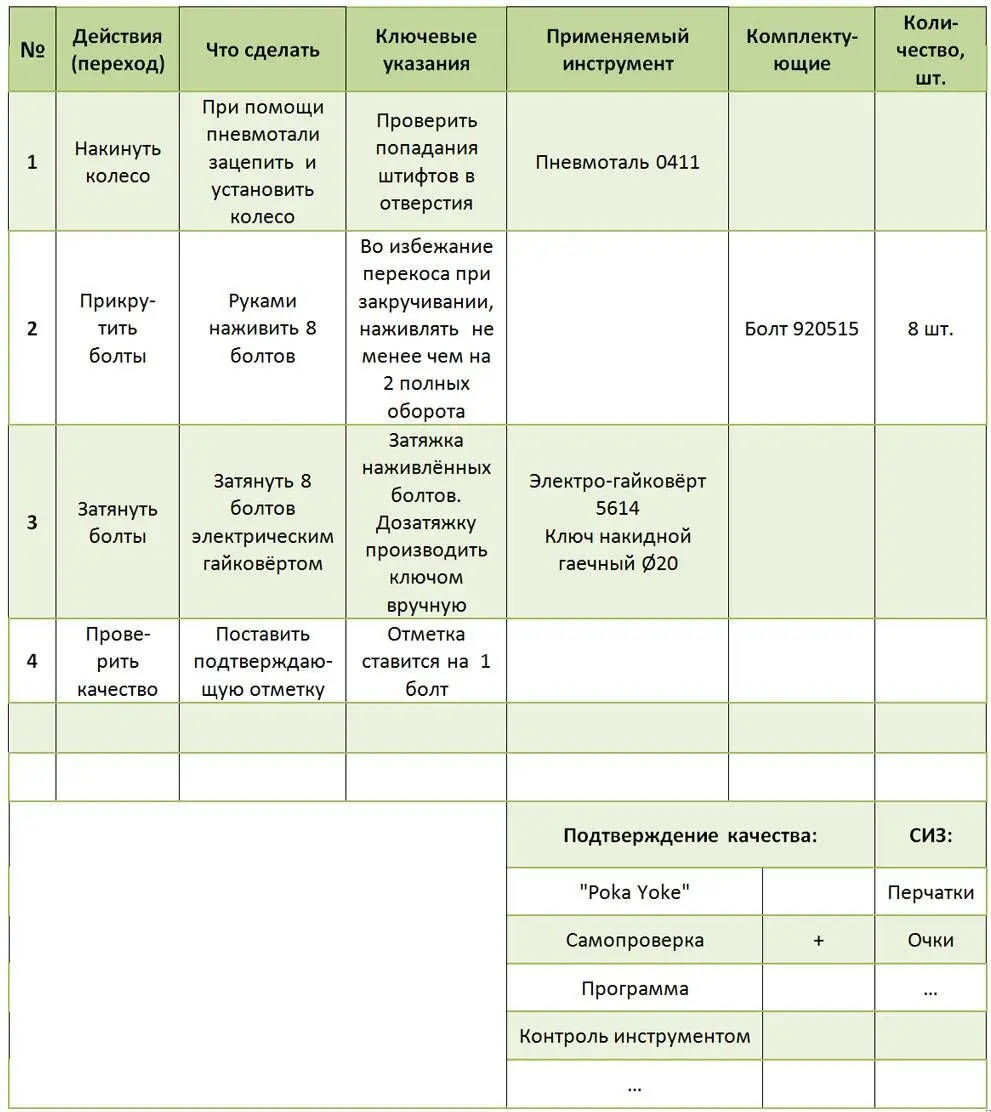
Таблица 6.5
Действия по подтверждению качества можно отразить различными способами: где-то это затяжка соединения до определённого момента динамометрическим ключом, где-то это простановка соответствующей отметки на продукте или в сопроводительной документации, а где-то простое упоминание о визуальном контроле. Неважно, какой способ подтверждения выполнения качественной работы вы выбрали. Необходимо всегда руководствоваться принципом завершённости процесса, продумывать обеспечение качества во время выполнения последовательности действий, а также непременно включать подтверждение качества при выполнении каждой операции. Только придерживаясь такой логики при разработке документации метода, вы обеспечите достаточную стабильность вашего процесса, тем самым повысив качество выполнения работы на каждом этапе.
Читать дальшеИнтервал:
Закладка:
![Ник Ортнер - Таппинг. Методика построения лучшей версии себя. 21-дневный курс [litres]](/books/1070820/nik-ortner-tapping-metodika-postroeniya-luchshej-versii-sebya-21-dnevnyj-kurs-litres.webp)