Филипп Семёнычев - Стандартизованная работа. Метод построения идеального бизнеса

- Название:Стандартизованная работа. Метод построения идеального бизнеса
- Автор:
- Жанр:
- Издательство:Animedia Company
- Год:2014
- Город:Прага
- ISBN:978-8-0749-9007-6
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Филипп Семёнычев - Стандартизованная работа. Метод построения идеального бизнеса краткое содержание
В книге подробно описывается один из наиболее сложных методов lean, основанный на непрерывном совершенствовании, избавлении от потерь и ритмичном удовлетворении потребностей клиентов. Это первое подробное описание данного метода. В книге отражены различные подходы к его реализации, приведена последовательность внедрения и описана подготовительная работа, а также рассмотрены дополнительные возможности развития метода для совершенствования организации.
Книга будет крайне полезна и интересна не только руководителям и специалистам, применяющим принципы, методы и инструменты lean, но и любому человеку, стремящемуся к совершенствованию повседневной работы.
Стандартизованная работа. Метод построения идеального бизнеса - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Визуально динамику проводимых контролей рекомендуется отражать в различного рода чек-листах в виде отметок проверяющего напротив каждого пункта, подтверждающих его выполнение. Такие отметки позволяют дисциплинировать проверяющего (руководителя) и напомнить ему о необходимости и содержании периодической проверки.
Один из простых примеров чек-листа был приведён в разделе 5 в вопросах «Что должны обеспечивать методы работы на основе стандартов?» и «Как они это обеспечивают?». Этот чек-лист может служить руководителю примером при проведении периодического контроля за выполнением стандарта. В качестве иного примера выполнения чек-листа на рисунке 8.9 представлен чек-лист проверки работы оборудования, предназначенный как для оператора, работающего на оборудовании, так и для бригадира и начальника участка, периодически контролирующих проведение проверок. В четырёх столбцах чек-листа отражены четыре основных шага ежесменной проверки оборудования с подробным описанием ключевых моментов проверки, причин и периодичности их проведения.

Рис. 8.9
В правой части чек-листа расположена шкала времени, сам чек-лист рассчитан на месяц. В данном случае работа осуществляется в две смены. Тёмным цветом закрашены смены, когда необходимо провести соответствующую проверку. Таким образом, данный чек-лист постоянно напоминает оператору о необходимости, последовательности и содержании работ по обслуживанию оборудования, являясь для него средством контроля. Оператор, выполнив перечисленные шаги, ставит отметку в чек-листе напротив каждого шага и подписи в нижней части чек-листа. Бригадир раз в сутки проводит визуальный контроль выполнения работ по обслуживанию оборудования, смотрит наличие отметок в чек-листе, выборочно проверяет одно или несколько рабочих мест (может осуществляться по отдельному графику) и ставит отметку в нижней части чек-листа. Руководитель рангом выше, например, начальник участка, с определённой периодичностью проверяет наличие отметок бригадира на чек-листах и выборочно выполнение проверки на одном (или нескольких) из рабочих мест. Выполнение чек-листа может быть какое угодно, как по внутреннему наполнению, так и по структуре работы с ним. Однако данный пример отражает выполнение двух приведённых выше принципов: принципа визуализации и принципа применения петель контроля, которые могут эффективно работать, дополняя друг друга.
Рассмотрим принцип применения петель контроля. Основная его цель, как уже говорилось, заключается в своевременном выявлении проблем и реакции на них, а также в преобразовании периодически выполняемых работ в систему. Чтобы более доступно объяснить принцип работы петель контроля, можно представить его в виде схемы (см. рисунок 8.10). Приведённый выше пример с обслуживанием оборудования так же подходит под представленную схему. На схеме отражён сам принцип петель контроля, осуществляемого разными уровнями управления, с различной периодичностью и применением многообразных инструментов.
Основные моменты, на которые необходимо обратить внимание в приведённой схеме:.
– Контроль осуществляется каждым, начиная с работника, выполняющего операцию, и заканчивая высшим руководителем.
– Задача каждого руководителя – проверять выполнение собственного контроля его подчинённым (бригадир проверяет оператора, начальник участка – бригадира и т. п.), а также осуществлять выборочные проверки определённой работы.
– Периодичность контроля возрастает по мере возрастания уровня руководителя. Оператор проверяет результат своей работы с периодичностью, равной времени цикла его работы. Бригадир для оперативного выявления проблем и оказания помощи осуществляет контроль через выбранный промежуток времени, кратный времени такта (1, 2, 3, 5, 10 времён такта и т. д.). Необходимо понимать, что частая периодичность контроля позволяет быстрее реагировать на проблемы. Но данный промежуток будет зависеть также от специфики процесса, поэтому необходимо разумно соотносить две этих стороны. Например, сменному мастеру, ответственность которого заканчивается со сменой, следует задавать периодичность контроля каждую смену.
– Для каждого уровня управления применяется свой набор инструментов визуального контроля. В приведённом примере отражены общие и наиболее распространённые инструменты (чек-листы), но на практике вас никто не ограничивает вводить любые другие инструменты или средства контроля.
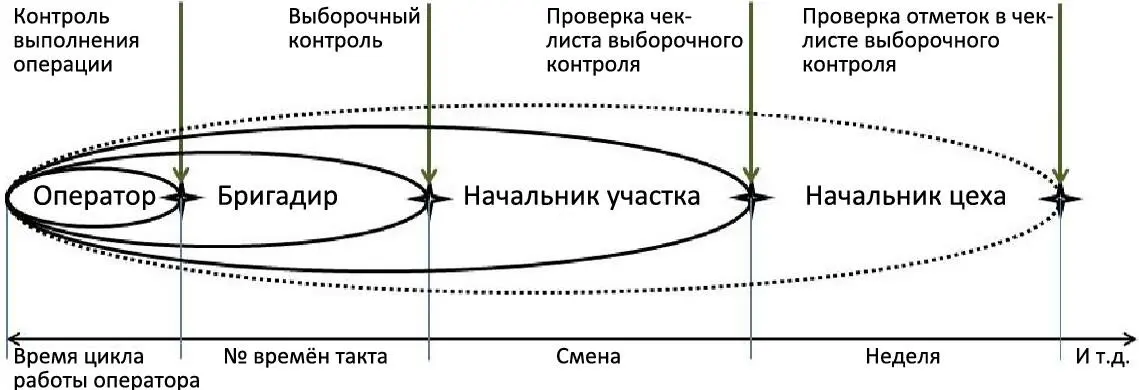
Рис. 8.10
Таким образом, приведённую принципиальную схему можно продлить вплоть до генерального директора, но в этом нет смысла, т. к. основной объём осуществляемого контроля и решаемых проблем находится именно на таком уровне (до начальника цеха).
Приведём ещё один пример инструмента, предназначенного конкретно для выявления и оперативного решения проблем под названием «лист почасового контроля» (англ. названия Output sheet – лист выработки, Production Analysis Board – доска производственного анализа и т. п.). Данный инструмент призван помочь отследить ритмичность производства – производство определённого количества изделий согласно рассчитанному времени такта, и среагировать на проблемы, влияющие на ритмичность. Отслеживание ритмичности хода производства становится особенно важным с внедрением метода стандартизованной работы, нельзя позволить мелким и повторяющимся проблемам повлиять на ритм производства. Рассмотрим пример одного из вариантов формы почасового контроля, представленного на рисунке 8.11.
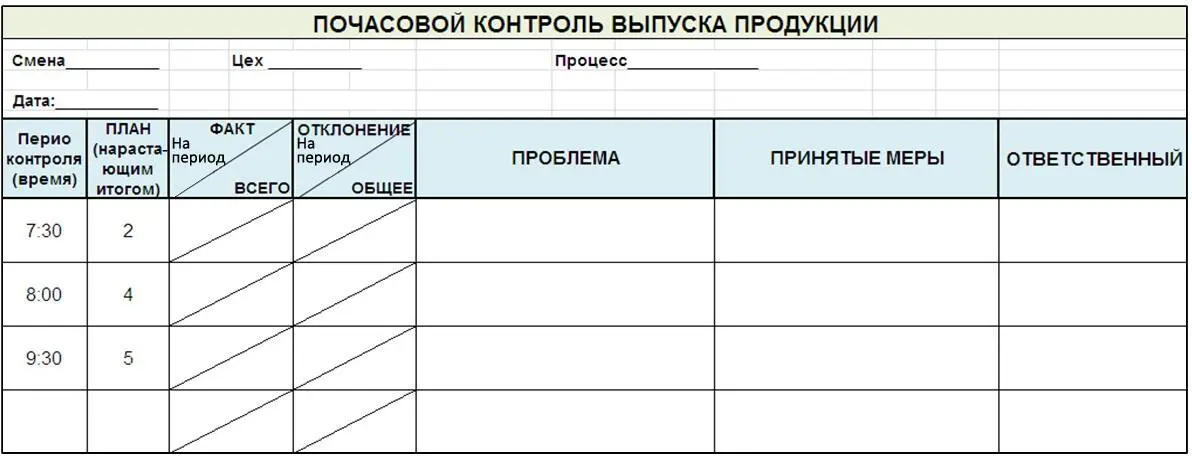
Рис. 8.11
Большое значение в организации периодического контроля ритмичности производства имеет выбор самой периодичности. Так как отслеживается именно ритмичность и проблемы, влияющие на неё, следовательно, и являющиеся угрозой несвоевременного выполнения заказа, периодичность должна быть равна кратной времени такта. Соответственно, минимальный период контроля равен одному времени такта. Такой период удобен для отслеживания при производстве крупных и трудоёмких изделий, например, один вагон в час или один грузовик в два часа и т. п. Однако на практике приходится выбирать период контроля, исходя из существующих возможностей производства. Опыт показывает, что наиболее удобный период контроля составляет один час.
На примере можно увидеть, что период контроля выбран 30 минут, а время такта производства одной единицы продукции равно 15 минутам (900 сек.). Вторая колонка показывает план нарастающим итогом, т. е. то количество годных изделий, которые должны быть изготовлены к указанному промежутку времени. В случае возникновения отклонения это фиксируется в следующей колонке. Разделения в 3 и 4 колонках отображают отдельно значение на определённый период времени и общее значение показателя. Например, если на 7:30 изготовлено 1 изделие вместо 2-х, то факт будет 1/1, отклонение -1/-1, если далее на 8:00 будет изготовлено снова 1 изделие, соответственно, факт будет ½, а отклонение -1/-2 и т. д.
Читать дальшеИнтервал:
Закладка:
![Ник Ортнер - Таппинг. Методика построения лучшей версии себя. 21-дневный курс [litres]](/books/1070820/nik-ortner-tapping-metodika-postroeniya-luchshej-versii-sebya-21-dnevnyj-kurs-litres.webp)