Филипп Семёнычев - Стандартизованная работа. Метод построения идеального бизнеса

- Название:Стандартизованная работа. Метод построения идеального бизнеса
- Автор:
- Жанр:
- Издательство:Animedia Company
- Год:2014
- Город:Прага
- ISBN:978-8-0749-9007-6
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Филипп Семёнычев - Стандартизованная работа. Метод построения идеального бизнеса краткое содержание
В книге подробно описывается один из наиболее сложных методов lean, основанный на непрерывном совершенствовании, избавлении от потерь и ритмичном удовлетворении потребностей клиентов. Это первое подробное описание данного метода. В книге отражены различные подходы к его реализации, приведена последовательность внедрения и описана подготовительная работа, а также рассмотрены дополнительные возможности развития метода для совершенствования организации.
Книга будет крайне полезна и интересна не только руководителям и специалистам, применяющим принципы, методы и инструменты lean, но и любому человеку, стремящемуся к совершенствованию повседневной работы.
Стандартизованная работа. Метод построения идеального бизнеса - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
– Старайтесь там, где только можно, выстраивать систему вытягивания.
В качестве продолжения и развития метода следует остановиться на стандартизации новых изделий и операций. Потребительский спрос стремительно возрастает и изменяется, в связи с чем, чтобы оставаться конкурентоспособными, организации должны постоянно обновлять ассортимент продуктов (товаров и услуг), предлагающихся Заказчикам. Таким образом, возникает необходимость встраивания метода в процесс разработки нового продукта, особенно для организаций.
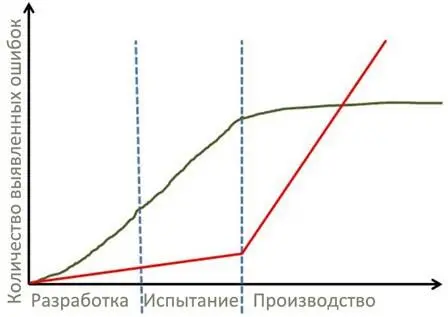
Рис. 8.13
Внедрение метода, а если быть точнее, стандартизации на стадии разработки продукта, позволит гармонично и максимально безболезненно (с минимальными затратами) встроить выпуск новых продуктов в существующие процессы. В настоящее время существует множество методов выявления проблем на ранних стадиях, например, уже упомянутый FMEA. Это нужно, ведь большинство проблем закладывается именно на стадии проектирования, конструирования и разработки технологии. На рисунке 8.13 красной линией показана наиболее типичная для большинства современных Российских предприятий зависимость количества выявляемых ошибок от стадии жизненного цикла продукта. То есть большинство ошибок при внедрении в производство нового продукта выявляется уже на стадии серийного производства, после завершения конструкторской и технологической подготовки (если речь идёт о материальном продукте). Основная же задача любой организации, применяющей методы раннего выявления ошибок, заключается в выявлении их до выпуска продукта (тёмно-зелёная кривая) в постоянное (серийное или массовое) производство. Для чего это делается, думаю, всем понятно: стоимость выявленной ошибки возрастает тем больше, чем дальше по той же шкале времени (см. рисунок 8.13) она была выявлена. По сравнению с ошибкой, выявленной на стадии разработки, стоимость ошибки, выявленной на стадии производства, возрастает многократно (в 10, 100 и 1000 раз). Необходимо постоянно помнить об этом и применять описанный в настоящей книге метод к новым изделиям на стадии их разработки. Это не означает, что нельзя применять другие методы. Очень даже нужно, ведь при правильном применении эти методы могут очень гармонично и эффективно дополнять друг друга. Основной акцент, как и при внедрении самого метода, делается на прогонах, позволяющих на практике большинству проблем и ошибок проявить себя, а также на применении лучшего опыта, заключённого в стандартной документации метода, позволяющем экономить ресурсы. Структуру применения метода стандартизованной работы применительно к разработке нового продукта коротко можно представить в виде алгоритма (см. рисунок 8.14).
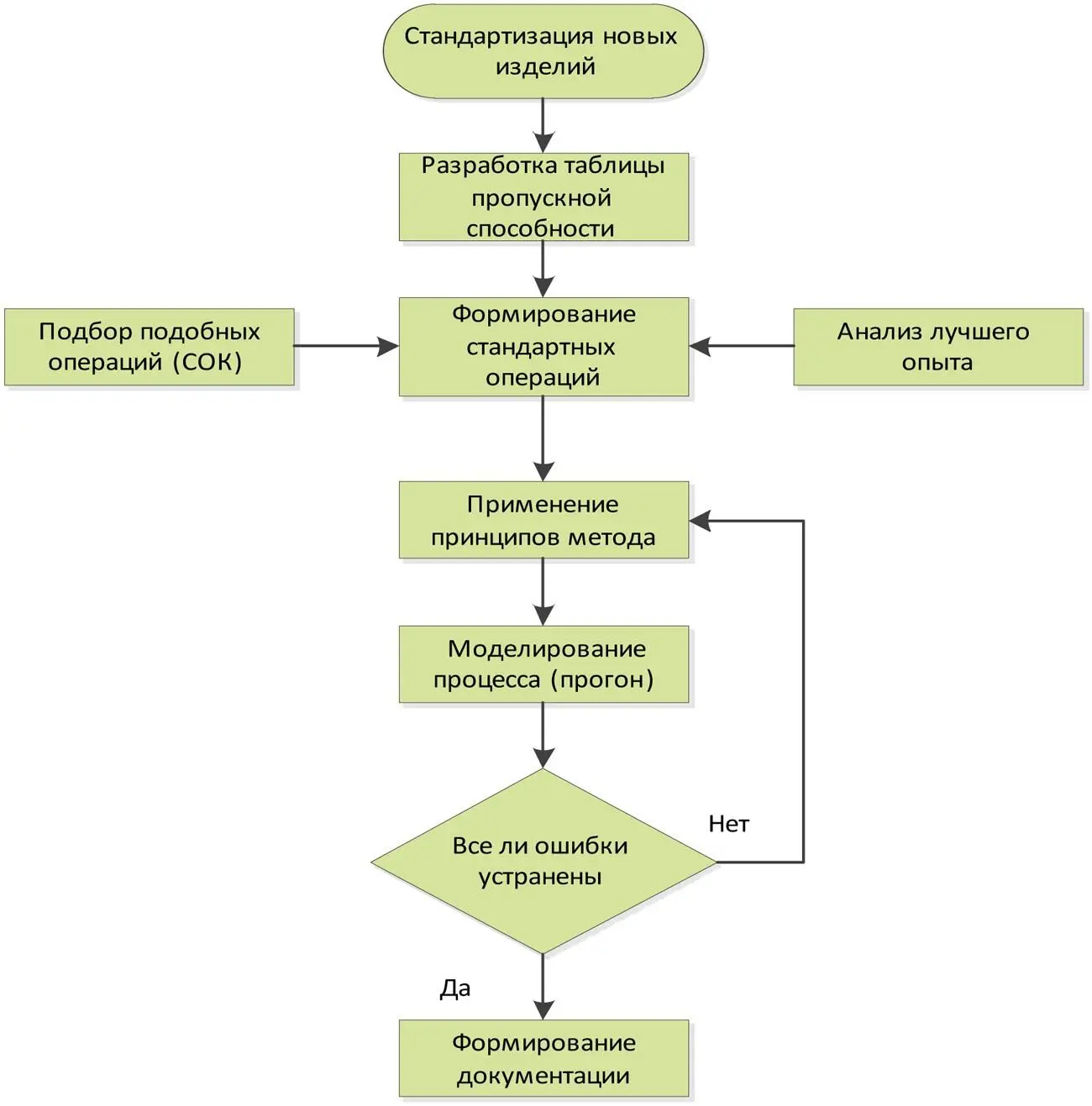
Рис. 8.14
Как правило, изготовление нового изделия сопровождается появлением новых действий и операций, не говоря уже о новом оборудовании. Поэтому для внедрения в работу метода нового изделия в первую очередь необходимо заново оценить пропускную способность процесса, разработав соответствующую таблицу пропускной способности процесса. Это необходимо для того, чтобы в последующем, при серийном производстве, понимать, сколько нового продукта в состоянии произвести существующий процесс. Далее следует сформировать стандартные операции согласно технологии изготовления нового изделия, а также провести анализ существующего опыта выполнения подобных операций и лучшего опыта. Анализируя, вы можете учесть различные «подводные камни» в выполнении той или иной операции, а также решить, как наилучшим образом должна выполняться интересующая вас работа. Возможно, уже существуют эффективные приёмы её выполнения.
На стадии формирования стандартных операций разрабатываются черновые СОК. Далее необходимо подготовиться ко второй части применения метода стандартизованной работы к новому продукту – проведению пробного прогона (моделированию процесса). Для этого к существующим наработкам по разработке нового продукта (технологии, организации, документации и т. п.) следует применить описанные в настоящей книге принципы и рекомендации. Необходимо продумать, как будет выполняться принцип завершённости процесса, насколько вытеснены потери из основной работы, проанализировать применение рекомендаций по направлениям совершенствования, приведённые в предыдущем разделе, и т. п. Таким образом можно заранее не только предотвратить появление ошибок, но и, не побоюсь этого выражения, снизить себестоимость нового продукта. После проведения тщательной подготовки проводится моделирование процесса или пробный прогон по описанным выше правилам до полного устранения замечаний. Первый прогон, для выявления основного количества ошибок, можно проводить без непосредственного изготовления изделия на реальном рабочем месте, иногда может быть достаточно моделирования на специально подготовленном участке. Однако окончательный (последний) прогон должен выполняться на реальном рабочем месте в реальных условиях. После удачных результатов прогона окончательно формируется комплект документов (СОК, технологический процесс и т. п.).
Разумеется, процесс подготовки производства и выпуска нового продукта является огромной работой множества служб любой организации, объяснение которого может потребовать написания нескольких подобных книг. Поэтому вдаваться в тонкости данного процесса на страницах этой книги бессмысленно. Тем не менее, внедряя метод стандартизованной работы, необходимо заранее продумывать подобные системные вопросы, касающиеся интеграции разработки нового продукта и эффективного функционирования метода. Задачей освещения данного вопроса было именно передать эту мысль, а также осветить направления, которые необходимо проработать для её успеха.
В большинстве зарубежных книг по lean упоминается о системах оплаты труда. Настоящая книга не станет исключением, ведь данная тема непосредственно связана с работой метода. Как правило, принципиально рассматривается сдельная и повременная системы оплаты труда. Здесь же мы коснёмся их применительно к внедрению описываемого в настоящей книге метода.
Что касается сдельной оплаты труда, практика подтверждает недостатки, описанные в книгах по lean. Сдельная оплата провоцирует у работника гонку только за количеством, за штуками, что противоречит не только фундаментальному для lean принципу вытягивания, но и многим другим. Работник, ориентированный на количество, не думает о качестве и работоспособности его оборудования, это естественный бессознательный порядок его мышления. Более того, вы никогда не заставите работающего по сдельной системе оплаты труда заниматься чем-либо иным, что отнимает у него время: подавать предложения, обслуживать оборудование, убирать рабочее место, обучать молодых работников и т. п. За это время он может успеть изготовить больше изделий, за которые ему заплатят, следовательно, попытки заставить выполнить что-либо из вышеперечисленного будут восприниматься им как «грабёж среди белого дня». Применительно к методу стандартизованной работы мы лишаемся при таком способе оплаты труда не просто поданных и реализованных предложений, т. е. улучшений как таковых, но самое страшное, мы нарушаем основное условие работы метода – работу в соответствии со временем такта. Тот запас времени, оставленный для решения проблем, будет расходоваться для изготовления задела, так же как и время, выделенное на выполнение ключевых указаний, и т. п. Таким образом, эффективное внедрение метода стандартизованной работы становится практически невозможным при сдельной оплате труда. Если поискать преимущества сдельной оплаты труда, то основное из них заключается в отсутствии необходимости постоянного контроля над деятельностью работников со стороны руководителя. Работники мотивированы на количество и в любом случае будут делать столько, сколько смогут, поэтому необходимость в наличии контроля со стороны руководителя попросту пропадает.
Читать дальшеИнтервал:
Закладка:
![Ник Ортнер - Таппинг. Методика построения лучшей версии себя. 21-дневный курс [litres]](/books/1070820/nik-ortner-tapping-metodika-postroeniya-luchshej-versii-sebya-21-dnevnyj-kurs-litres.webp)