Филипп Семёнычев - Стоимость ≠ ценность. Современные методики картирования потоков создания ценности с применением правила 80/20

- Название:Стоимость ≠ ценность. Современные методики картирования потоков создания ценности с применением правила 80/20
- Автор:
- Жанр:
- Издательство:Литагент «Анимедиа»68dd5ea4-ba01-11e5-9ac5-0cc47a1952f2
- Год:2013
- Город:Прага
- ISBN:978-8-0877-6285-1
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Филипп Семёнычев - Стоимость ≠ ценность. Современные методики картирования потоков создания ценности с применением правила 80/20 краткое содержание
В книге подробно описан метод картирования потока создания ценности в виде простых логических алгоритмов, что позволит использовать её как компетентным в данной сфере читателям, так и тем, кто только начинает пользоваться этим инструментом. Еще одним немаловажным достоинством книги является инновационный подход к применению принципа Парето в сочетании с картированием потока. В книге приводятся инструменты анализа, основанные на вышеупомянутом принципе, сфера применяемости, которых не ограничивается описанным в книге инструментом. Кроме того, вы узнаете о том, какие трудности, в том числе психологического характера, могут встретиться при применении метода картирования, и научитесь их преодолевать. Важно то, что все рекомендации, данные автором, основаны на практическом опыте. Успехов в освоении!
Стоимость ≠ ценность. Современные методики картирования потоков создания ценности с применением правила 80/20 - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
11.1.3. Принцип 3. Управление системой вытягивания
Как уже упоминалось, одной из фундаментальных категорий lean является система вытягивания – наиболее экономичный способ производства, ориентированный на потребности внутреннего Заказчика. Ей как раз и посвящается третий принцип. В рассматриваемом потоке могут существовать точки, где невозможно выстроить непрерывный поток в одно изделие. Где-то может отсутствовать возможность сбалансировать загрузку смежных операций в связи с особенностями технологии, спецификой работы оборудования, удалённостью операций друг от друга, крайней степенью ненадёжности, высокой длительностью переналадки, использованием оборудования для изготовления широкой номенклатуры изделий и рядом других причин. В таких случаях, которые постоянно приходится рассматривать на практике, применяется принцип управления системой вытягивания.
Алгоритм применения данного принципа изображён на блок-схеме (см. рисунок 11.6).
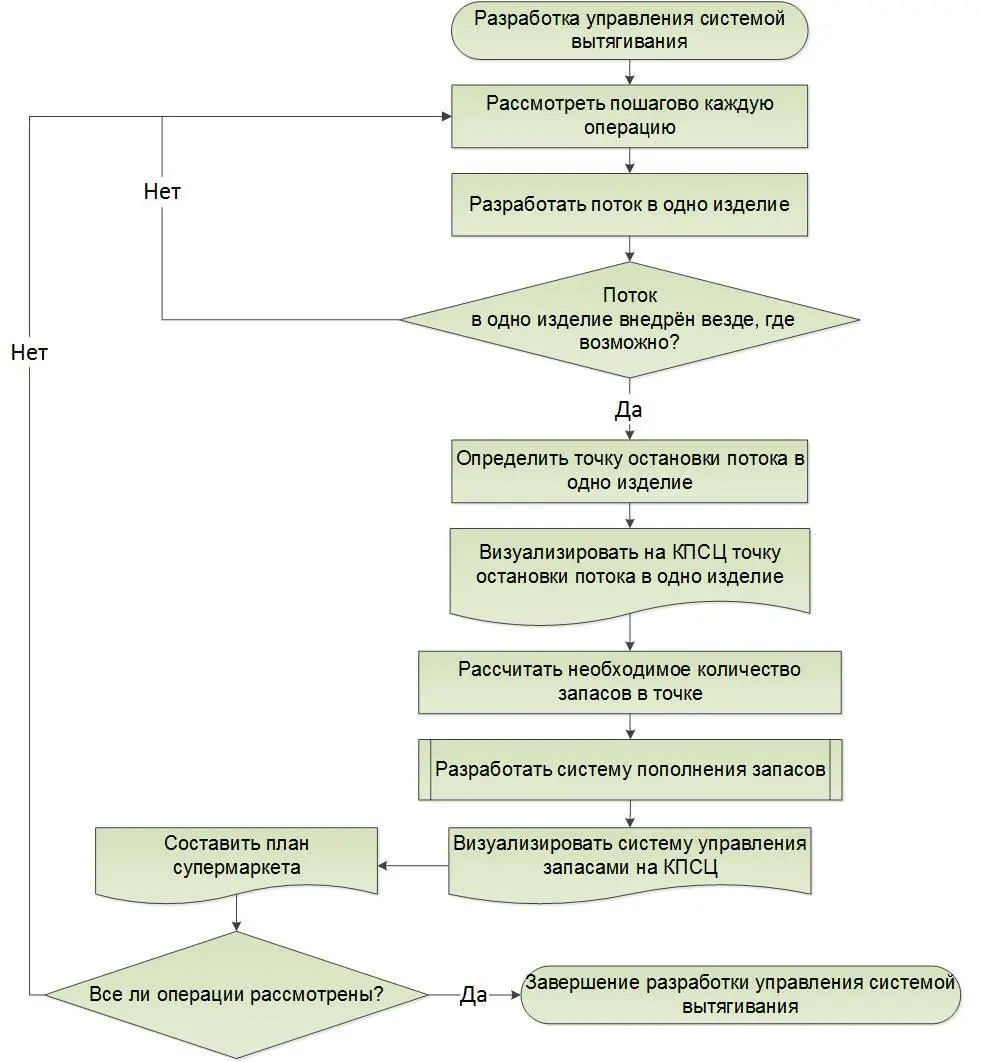
Рис. 11.6
Вначале необходимо ещё раз проанализировать КПСЦ и убедиться, что поток в одно изделие внедрён везде, где только можно это сделать. Далее на КПСЦ определяются точки между операциями, где останавливается поток в одно изделие, как правило, в обе эти операции выдаётся задание на изготовление (производство, сборку и т. п.). Найденные точки визуализируются на КПСЦ, а затем поочерёдно рассматриваются, начиная с конца потока, т. е. от Заказчика. Так как любая операция имеет свой цикл, количество проходящей через неё номенклатуры, проблемы (простои, дефектность и т. п.) и определённую удалённость друг относительно друга, каждая такая точка карты потока должна рассматриваться индивидуально. Следующим шагом производится расчёт межоперационных запасов. В зависимости от специфики рассматриваемого процесса формулы расчётов могут отличаться друг от друга, поэтому ниже приводится общий принцип расчёта запасов.
Далее разрабатывается система пополнения запасов, то есть кто, что, где, когда и как должен сделать, чтобы обеспечить своевременную поставку изделий.
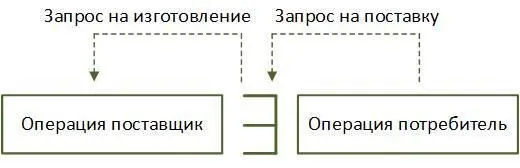
Рис. 11.7
Принципиальная схема работы вытягивания из супермаркета представлена на рисунке 11.7. Супермаркет – место хранения готовых изделий заранее определенной номенклатуры и установленного количества в системе вытягивания. В отличие от простого скопления запасов, которое образуется в результате нестабильной работы процесса, супермаркет отличает расчётный уровень запасов, визуализация, определённый момент подачи сигнала на пополнение и управляемость перечисленным в зависимости от колебаний спроса и стабильности процесса, в котором функционирует супермаркет. Как видно, операция «потребитель» забирает из супермаркета необходимое количество незавершённого производства, что является сигналом на изготовление операцией поставщиком и пополнения супермаркета. Классические системы пополнения заказов через организацию супермаркетов и системы канбан достаточно широко описаны в современной литературе, поэтому не будем подробно останавливаться на тонкостях их работы. Способов подачи сигналов в настоящее время придумано огромное количество, начиная с канбан-карточек, различного рода визуализаций и заканчивая современными электронными системами.
Алгоритм разработки системы пополнения запасов представлен на блок-схеме (см. рисунок 11.8), она должна включать в себя, в первую очередь, определение мест хранения рассчитанного на предыдущем этапе количества запасов. Вариант хранения может быть различным: от простой разметки под тару на полу до установки необходимого количества стеллажей. Место хранения должно обеспечивать удобство подвоза и отгрузки изделий, соответствовать требованиям эргономики (например, в случае размещения изделия непосредственно вблизи выполнения операции). Уровень запасов, соответствующий уровню заказа, должен быть визуализирован, способ сигнализации должен быть прост и понятен. Это может быть одна из множества интерпретаций принципов канбан (карточный или электронный), некая визуальная (например, цветовая или световая система оповещения о необходимости доставки), сложная электронная система, коих в наше время предостаточно.
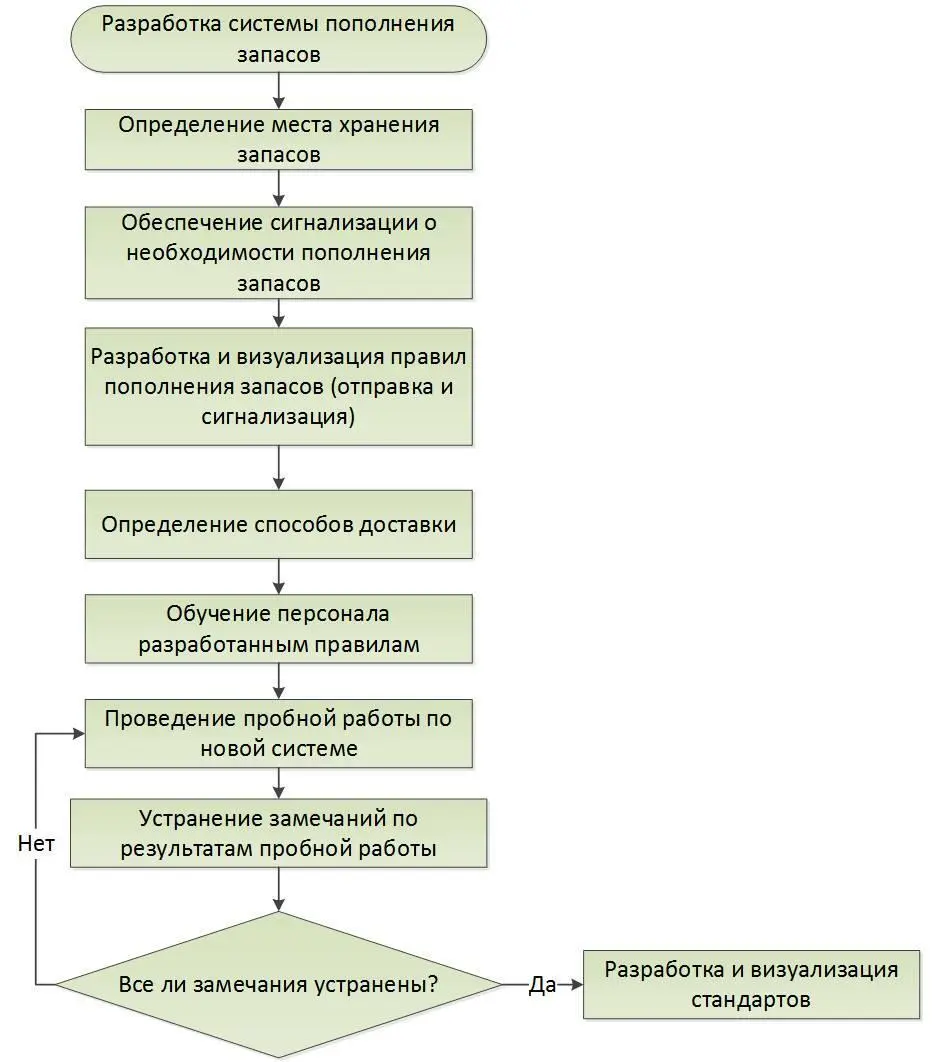
Рис. 11.8
В любом случае, работники должны понимать кто и как должен подать сигнал о необходимости пополнения запасов, должны чётко соблюдать правила и быть уверены в их обеспечении в нужное время в нужном месте. Отправка же должна осуществляться в нужном количестве, в нужном качестве, в нужное время и место, что должно быть регламентировано определёнными правилами. После чего определяется способ доставки изделий: в какой таре и посредством чего (тележка, погрузчик и т. п.) запасы перемещаются в супермаркет. Помните, что от способа доставки зависит время выполнения заказа, а, следовательно, и уровень запасов в супермаркете, поэтому, выстраивая систему управления запасами, выявляя различные недочёты и генерируя новые идеи, часто приходится несколько раз пересчитывать размер партий и страховых запасов.
Персонал поставляющей и потребляющей операции должен быть в обязательном порядке обучен новым правилам управления межоперационными запасами. Наиболее эффективный метод – обучение на основе визуальных стандартов, памятоки т. п., которые обязательно должны применяться на всех стадиях управления межоперационными запасами. Прежде чем переходить полностью на работу по новой системе пополнения запасов, необходимо провести пробную работу (прогон), наблюдая на примере одного или нескольких изделий работу новой системы (с момента заказа до поставки требуемого количества изделий). И так несколько циклов. Во время наблюдений необходимо фиксировать все возникающие проблемы, замечания непосредственных участников процесса пополнения запасов – работников – и генерировать идеи, направленные на повышение эффективности работы новой системы. Таким образом, пробная работа должна проводиться необходимое количество раз до полного устранения замечаний. Новую систему пополнения запасов необходимо стандартизировать и обеспечить визуальными стандартами для задействованных в ней операций.
Следующие обязательные принципы взаимодействия основного производственного персонала (работников, непосредственно занятых в добавлении ценности изделию, а также логистических работников) должны непременно входить в стандарт:
Читать дальшеИнтервал:
Закладка: