Филипп Семёнычев - Стоимость ≠ ценность. Современные методики картирования потоков создания ценности с применением правила 80/20

- Название:Стоимость ≠ ценность. Современные методики картирования потоков создания ценности с применением правила 80/20
- Автор:
- Жанр:
- Издательство:Литагент «Анимедиа»68dd5ea4-ba01-11e5-9ac5-0cc47a1952f2
- Год:2013
- Город:Прага
- ISBN:978-8-0877-6285-1
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Филипп Семёнычев - Стоимость ≠ ценность. Современные методики картирования потоков создания ценности с применением правила 80/20 краткое содержание
В книге подробно описан метод картирования потока создания ценности в виде простых логических алгоритмов, что позволит использовать её как компетентным в данной сфере читателям, так и тем, кто только начинает пользоваться этим инструментом. Еще одним немаловажным достоинством книги является инновационный подход к применению принципа Парето в сочетании с картированием потока. В книге приводятся инструменты анализа, основанные на вышеупомянутом принципе, сфера применяемости, которых не ограничивается описанным в книге инструментом. Кроме того, вы узнаете о том, какие трудности, в том числе психологического характера, могут встретиться при применении метода картирования, и научитесь их преодолевать. Важно то, что все рекомендации, данные автором, основаны на практическом опыте. Успехов в освоении!
Стоимость ≠ ценность. Современные методики картирования потоков создания ценности с применением правила 80/20 - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
1. Определяем время, необходимое для удовлетворения ежедневной потребности, т. е. чистое время, которое необходимо для изготовления нужного количество изделий:
100×1+50×1+150×1=300 минут;
2. Определяем доступное для работы время, т. е. время «чистой работы», когда оборудование жужжало, пыхтело, и операция изготавливала годные изделия. В это время не входят переналадки, простои, производство брака, регламентированные и любые другие перерывы и т. п.
8–1 =7 часов =420 минут;
3. Проверяем необходимость применения данного подхода, сравнивая сумму времени, необходимого для удовлетворения ежедневной потребности и времени, необходимого для проведения переналадок с доступным для работы временем. Данное сравнение показывает, возможно ли удовлетворить ежедневную потребность без применения коэффициента ЕРЕ.
300 + 3×60 = 480 минут > 420 минут
В нашем примере коэффициент ЕРЕ применим, т. к. выделенного для работы времени не хватает для удовлетворения потребности и проведения переналадок.
Превышение доступного для работы времени (соответствующий знак «<���») означает, что текущее ежедневное задание вполне выполнимо в отведённое время (в течение дня), т. е. существует резерв времени.
4. Определяем время, доступное для переналадки, т. е. сколько времени в отведённый период остаётся после изготовления нужного количества изделий согласно ежедневному спросу.
420–300 = 120 минут;
5. Отрицательный результат означает превышение ежедневного задания над возможностями производства: либо нехватка мощностей, либо нехватка времени. Данная проблема должна решаться до продолжения расчётов. Возможные варианты – изыскать резервы времени: сократить потери или продлить продолжительность смены (ввести дополнительную смену); сократить план изготовления изделий или их количество; ввести дополнительную единицу оборудования или оператора и т. п.
Определяем коэффициент ЕРЕ. Зная доступное время для переналадки и суммарное время необходимых переналадок в день, можно подсчитать это теоретическое значение. Второй вариант, являющийся логически идентичным, это отношение необходимого количества переналадок (3 штуки) к их возможному количеству (120 / 60 = 2).
ЕРЕ = (60 + 60 + 60) / 120 = 3/2 = 1,5
Что же это означает?
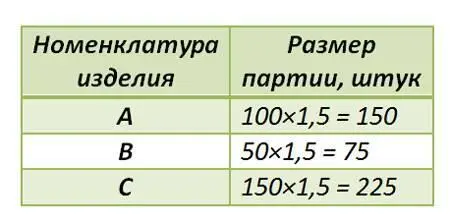
Таблица 11.13
Это значит, что размеры соответствующих партий должны быть равными: то есть, изготавливая в рассматриваемой операции три вида изделия при существующей в них потребности и не имея возможности снизить время переналадки, наиболее оптимальный размер партии будет равен расчётным данным.
Как это работает?
ЕРЕ, равный 1,5 означает, что размер партии кратен в 1,5 раза дневной потребности, следовательно, период времени, через который мы завершим цикл, удовлетворив потребности Заказчика, в данной ситуации составляет минимальное целое число, кратное 1,5. В нашем случае это 3, т. е. каждые три дня мы можем видеть цикл удовлетворения потребности Заказчика, соблюдая все условия задачи.
Чтобы лучше усвоить механизм работы данного коэффициента, представим графически последовательно время, необходимое на изготовление партий и выполнение переналадок (см. рисунок 11.14).

Рис. 11.14
Работая в соответствии с рассчитанным размером партий, после двух циклов изготовления каждого изделия мы имеем:
– время, затраченное на изготовление 1260 минут = 3 дня × 420 минут доступного времени;
– 900 штук изделий = 3 дня × (100 + 50 + 150) штук, т. е. ежедневная потребность полностью удовлетворена.
Данное графическое представление позволяет проверить правильность проведённых расчётов и наглядно убедиться в работоспособности метода.
Размер запасов на время доставкивычисляется исходя из значения времени исполнения заказа. Время исполнения заказа – это промежуток времени с момента подачи сигнала о необходимости пополнения запасов в соответствующем изделии до момента его подвоза в требуемое место. Этот промежуток времени включает в себя:
– само время подачи сигнала;
– время реакции на сигнал предыдущей операции (пока она начнёт производить);
– время производства необходимого количества изделий (произведение времени цикла предыдущей операции на размер партии и коэффициент выхода годных изделий);
– время комплектации парии для отправки;
– время доставки партии до требуемой точки.
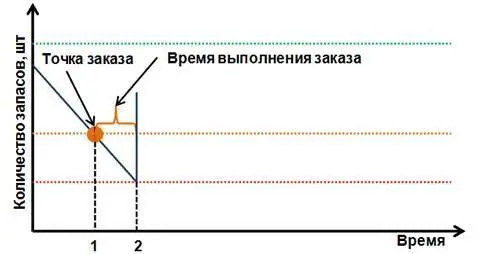
Рис. 11.15
То есть, время выполнения заказа – это расчётная величина для каждой единицы номенклатуры, так же как и размер партии зависящая от организации логистики и стабильности предыдущей стадии процесса. Под стабильностью понимается уровень качества изготавливаемой продукции, работы оборудования и прочих сопутствующих проблем.
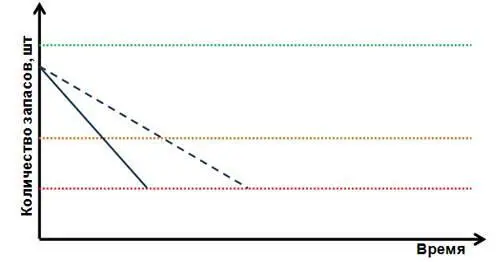
Рис. 11.16
Таким образом, размер запасов на время доставки должен позволять операции безостановочно работать до пополнения партии незавершённого производства с предыдущей операции. Графически это можно отобразить следующим образом (см. рисунок 11.15). Достижения фактического уровня запасов расчётного уровня, равного сумме страхового запаса и запаса на время доставки, является сигналом для предыдущей операции о необходимости пополнения запаса. Соответствующая точка на графике называется точкой заказа, а оранжевая линия – уровнем заказа. Из рисунка видно, что после достижения фактических запасов уровня заказа, через определённый промежуток времени (равный времени исполнения заказа), уровень запасов пополняется ровно на количество, равное размеру партии.
Необходимо отметить, что угол наклона линии потребления (синей линии) может быть различным и зависеть от времени цикла потребляющей операции, т. е. от того, как быстро работает и потребляет запасы рассматриваемая операция. Например, скорость потребления, обозначенная пунктирной линией (см. рисунок 11.16), будет гораздо ниже, чем обозначенная сплошной. Другие факторы, влияющие на угол наклона линии, – это уровень брака потребляющей операции, эффективность работы оборудования и прочие факторы, которые можно объединить общим словом «стабильность». Но вне зависимости от стабильности работы потребляющей операции по достижению соответствующего уровня должен осуществляться заказ.Это правило. Только так система будет работать максимально эффективно. Максимальный уровень запасов никогда не превысит зелёную пунктирную линию и никогда не упадёт до нуля, что бы не произошло.
Читать дальшеИнтервал:
Закладка: