Светлана Ржевская - Управление качеством. Практикум

- Название:Управление качеством. Практикум
- Автор:
- Жанр:
- Издательство:Литагент «Логос»439b7c39-76ee-102c-8f2e-edc40df1930e
- Год:2009
- Город:Москва
- ISBN:978–5–98704–333–6
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Светлана Ржевская - Управление качеством. Практикум краткое содержание
На единой методической основе показана возможность реализации результатов научно–исследовательской работы путем разработки проекта стандарта. Все виды работ выполнены в соответствии с требованиями, установленными в нормативных документах. Представление методического материала отвечает ГОСТу 7.32–2001, что обеспечивает адаптацию обучающихся к существующим изменениям в оформлении, которые приняты в XXI веке в нормативно–технических документах. Разделы 1–7 пособия могут быть использованы для проведения практических занятий по дисциплине «Метрология, стандартизация и сертификация».
Для студентов высших учебных заведений, аспирантов и инженеров.
Допущено Учебно–методическим объединением вузов Российской Федерации по образованию в области горного дела в качестве учебного пособия для студентов высших учебных заведений, обучающихся по направлению подготовки «Горное дело» и по специальностям «Экономика и управление на предприятии» (горная промышленность) и «Менеджмент организации» направления подготовки «Менеджмент»
Управление качеством. Практикум - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Устранимое рассеивание вызвано систематическими погрешностями процесса, которые возможно и необходимо устранить после их выявления.
Контрольные карты – это линейный график, показывающий динамику процесса, т.е. изменение показателей качества во времени. Необходимые статистические характеристики для построения контрольных карт рассчитываются на основании биномального распределения. Эти карты снабжены шкалой, на которой указаны границы регулирования, отделяющие зоны случайного рассеивания от зон неслучайного рассеивания.
Общий вид контрольной карты приведен на рисунке Е.3.
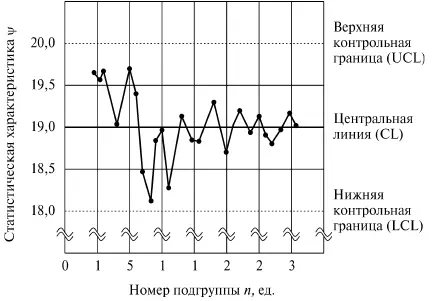
Рисунок Е.3 – Схематический вид контрольной карты
Для оценки границ регулирования (контрольных границ) применяется трехкратное среднее квадратичное отклонение (3σ). Часто на контрольной карте проводят пределы еще и при ± 2σ.
Тогда любое выборочное значение, попадающее за границы ± 2σ, может служить предостережением о грозящей ситуации выхода процесса из состояния статистической управляемости. Поэтому границы ± 2σ иногда называют предупреждающими.
Всякий процесс, обладающий статистической управляемостью, характеризуется тем, что его точки не выходят за границы регулирования. Если процесс управляем, то он предсказуем.
Случайное рассеивание – это погрешности процесса, которые обусловлены изменениями качества сырья и материалов (в пределах допустимых отклонений), а также изменениями в условиях производства.
Неслучайное рассеивание возникает в результате использования нестандартного материала или сырья, из–за нарушений технологического режима, вследствие недоработки технологической документации либо в результате неожиданного выхода из строя оборудования, средств измерений и т.д.
Если точки, наносимые на контрольную карту, не выходят за границы регулирования, то процесс считают протекающим стабильно. Если же точки на контрольной карте выходят за контрольные границы или имеются структуры вариабельности, то это означает, что возникли причины (неслучайное рассеивание), которые должны быть выявлены и устранены.
Для выбора показателей качества, которые в первую очередь должны подвергаться контролю, рекомендуются следующие принципы.
1. Поскольку показателей качества много, то необходимо отобрать прежде всего те из них, которые имеют непосредственное отношение к назначению изделия.
2. В число контролируемых следует включить показатели качества сырья, полуфабрикатов, комплектующих.
3. Контролировать целесообразно те показатели качества, которые легко поддаются измерению.
4. При контроле процесса следует проверять такие показатели, на величину которых можно воздействовать.
5. В тех случаях, когда непосредственное измерение показателей качества процесса затруднено с технической или экономической точки зрения, останавливаются на тех показателях, которые имеют корреляцию с данными.
Существует масса всевозможных карт, которые можно разделить на два типа:
1) контрольные карты для количественных переменных, отражающих конкретные измерения показателей процесса (температура, размер, вес, товарная масса, отгрузка и т.п.);
2) контрольные карты для качественных переменных, фиксирующих общее измерение всего процесса (число рекламаций на заказ, число заказов в единицу времени, частота прогулов, число опечаток в письме и т.д.).
При интерпретации данных контрольных карт пользуются следующими терминами:
• особые точки – любые точки выше границ регулирования;
• серия – семь или больше последовательных точек над или под центральной линией;
• 1 из 20 – это более чем одна точка в 20 последовательных точках, близких к границам регулирования (по внутренней трети поля допуска);
• тренд (дрейф) – любое систематическое повышение или понижение пяти или более последовательных точек либо сдвиги семи или более точек.
6 Гистограммы
Основу любого анализа (исследования) составляют данные, полученные в результате контроля и измерения одного или нескольких параметров изделия (информация о качестве). Во всех без исключения отраслях промышленности требуется проведение анализа точности и стабильности технологических процессов, осуществление наблюдений за качеством продукции и отслеживание различных показателей производства.
Ряд измерений представляет собой неупорядоченную последовательность значений параметра, поэтому на его основе невозможно сделать конкретные выводы.
Для аналитического осмысления информации о качестве (статистические данные) часто строят гистограмму распределения, т.е. используют метод представления данных, сгруппированных по частоте попадания в определенный (заранее установленный) интервал.
Гистограммы – это графики частотных столбцов, которые показывают статистическую картину поведения процесса.
Построение гистограммы включает несколько этапов, которые приведены на рисунке Е.4:
Рисунок Е.4 – Гистограмма для определения размеров диаметра оси
1. Провести горизонтальную ось и нанести на нее шкалу в единицах величин измеряемых данных.
На горизонтальной оси с обеих сторон (перед первым и последним интервалами) оставить свободное место, приблизительно равное единице шкалы.
2. Провести две вертикальные оси в концах свободных интервалов горизонтальной оси. Нанести на левую вертикальную ось масштаб частот, а на правую – шкалу относительных частот, если они понадобятся.
3. Нанести на горизонтальную ось границы классов.
Примечания
1 Границы (размеры) классов определяются так, чтобы размах делился на интервалы равной ширины.
2 Необходимо учитывать, что при слишком большом числе интервалов картина распределения будет искажена случайными зигзагами частот, слишком малочисленных при узких интервалах. При слишком малом числе интервалов характерные особенности распределения будут сглажены. Рекомендуется брать число интервалов (е) в пределах 8—10 при числе наблюдений 100—150. Для числа наблюдений 200—300 и более оптимальное число интервалов е = 10—20.
4. Пользуясь интервалом класса как основанием, построить прямоугольник, высота которого соответствует накопленной частоте этого класса.
5. Нанести на график линию, представляющую среднее арифметическое, а также линии, представляющие границы допуска, если они есть.
6. На чистом поле гистограммы указать происхождение данных (период, в течение которого собирались данные, и т.п.), число данных и, среднее арифметическое X и среднее квадратичное s.
Читать дальшеИнтервал:
Закладка: