Д. Оташехов - Дизель-генераторная установка. Диагностика. Ремонт. Техобслуживание

- Название:Дизель-генераторная установка. Диагностика. Ремонт. Техобслуживание
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:неизвестен
- ISBN:9785449399403
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Д. Оташехов - Дизель-генераторная установка. Диагностика. Ремонт. Техобслуживание краткое содержание
Дизель-генераторная установка. Диагностика. Ремонт. Техобслуживание - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
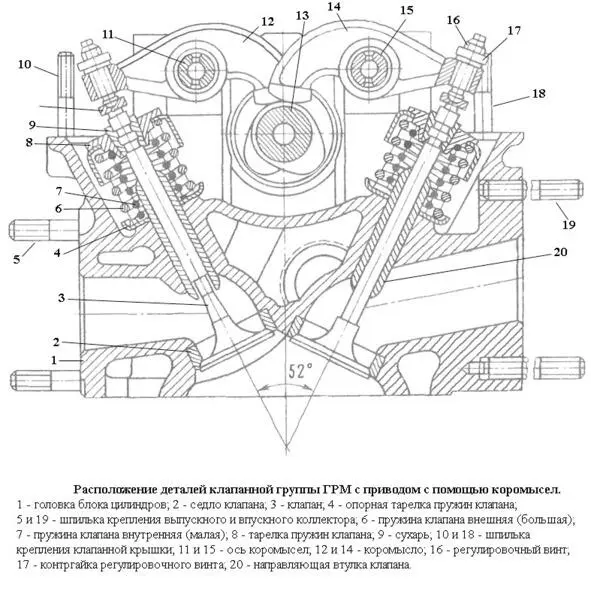
Одно плечо коромысла опирается через промежуточный толкатель на торец клапана, другое на кулачок распределительного вала или штангу (при нижнем расположении распределительного вала). В плече коромысла, опирающегося на клапан, устанавливается винт с контргайкой или эксцентрик, с помощью которого производится регулировка теплового зазора между торцом клапана и деталями привода клапана. Зазор компенсирует тепловое удлинение стержня клапана при нагревании и в обязательном порядке контролируется при проведении очередного ТО. Величина зазора регламентируется заводом изготовителем и для двигателей различных конструкций составляет 0,15 – 0,40 мм (в среднем 0,20 – 0,25 мм). Ось коромысел представляют собой стальную трубку с точно обработанной поверхностью. Ось (оси) закрепляется на головке блока цилиндров в специальных отверстиях или болтами на крышках распределительного вала.
Привод с помощью рычагов имеет следующие детали: рычаг, опору рычага и прижимную пружину.
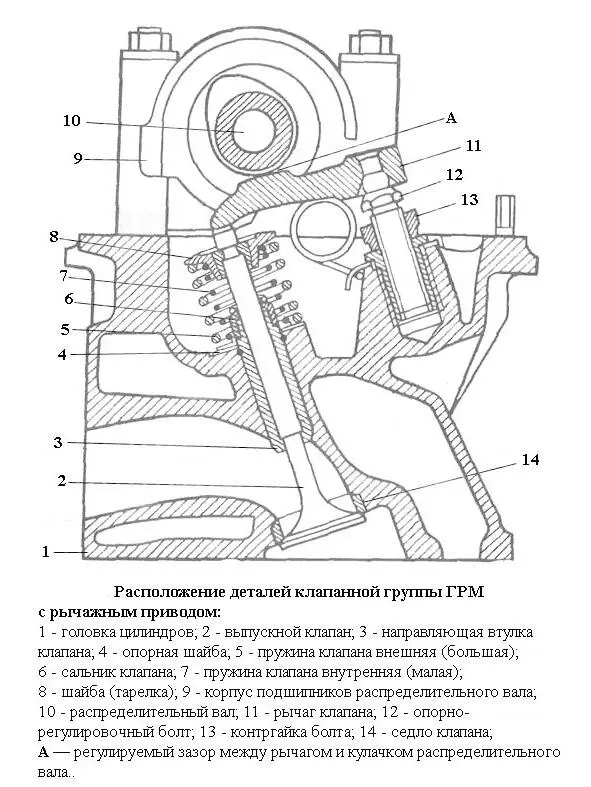
Рычаг изготавливается из стали. Поверхность рычага, контактирующая с кулачком распределительного вала, упрочняется закалкой токами высокой частоты или иным образом. Одним плечом рычаг опирается на торец клапана, другим на шаровидную головку опорного болта или втулку гидравлического толкателя (гидрокомпенсатора). Упорный болт вкручивается в стальную втулку, установленную на резьбе в теле головки блока цилиндров и удерживается от самопроизвольного выкручивания контргайкой. С помощью упорного болта производится регулировка теплового зазора в приводе клапанов.
Привод с помощью цилиндрических толкателей
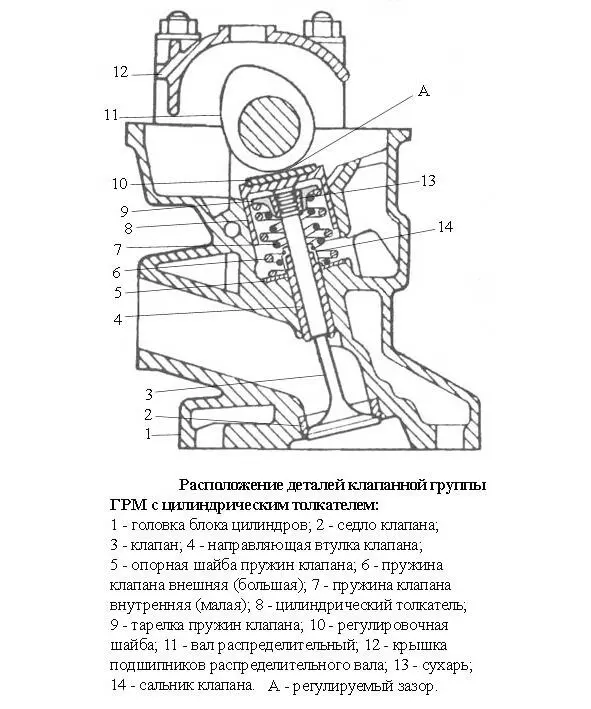
Цилиндрический толкатель представляет собой стальной стаканчик, установленный на стержне клапана в специальном отверстии головки блока. На толкатель через стальную регулировочную шайбу воздействует кулачок распределительного вала (в некоторых конструкциях регулировочная шайба устанавливается под толкатель на торец стержня клапана).
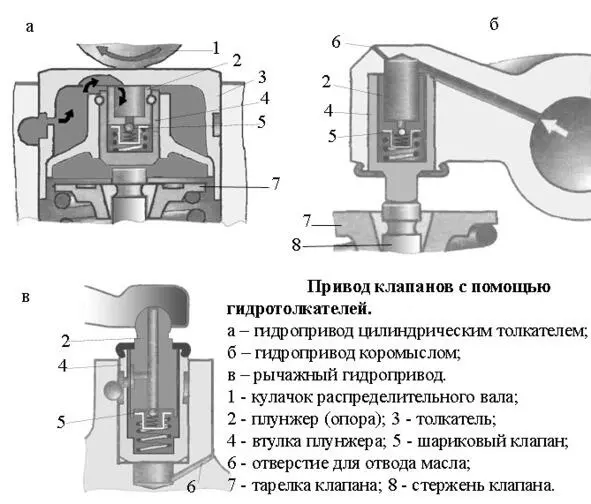
Привод клапанов с гидравлическими толкателями.Гидравлические толкатели могут устанавливаться со всеми типами приводов клапанов. В конструкциях, где применяются гидротолкатели, отсутствует зазор в приводе, что обеспечивает безударное набегание и сход кулачка распределительного вала с толкателя, уменьшает шум при работе и устраняет колебания в механизме.
Диагностика и дефектовка
РАЗБОРКА ГОЛОВКИ БЛОКА ЦИЛИНДРОВ
После 3 3 Материал из amastercar.ru
снятия головку необходимо полностью разобрать и вынуть клапаны. Для снятия пружин клапанов используют приспособления рычажного типа. При отсутствии таковых можно пользоваться традиционными съемниками. Некоторые «умельцы» разбирают головку сильным ударом молотка по тарелке пружины через стальную трубу. Этого делать нельзя, особенно если предполагается использовать старые клапаны. После «ударной» разборки на стержне клапана всегда остаются засечки от тарелки пружины, и как раз в том месте, где ходит маслосъемный колпачок. Легко погнуть клапан, особенно если он с тонким стержнем. Да и сухари при такой разборке имеют привычку улетать в неизвестном направлении. Разобранную головку следует полностью очистить от остатков старых прокладок и вымыть. Далее приступают к измерениям и проверкам, позволяющим определить объем необходимых работ.
ПРОВЕРКА И ДЕФЕКТОВКА ГОЛОВКИ БЛОКА ЦИЛИНДРОВ
Нижняя плоскость головки. Понадобятся специальная лекальная линейка длиной от 350 мм и набор щупов. Линейку поочередно кладут на плоскость по диагоналям головки и подбирают щуп, свободно проходящий в зазор между линейкой и плоскостью в средней зоне. Максимально допустимая толщина этого щупа составляет 0,05—0,06 мм, в противном случае плоскость придется обрабатывать. Износ опорных шеек кулачкового вала и его подшипников. Диаметры шеек измеряют микрометром, а отверстий подшипников – нутромером с точностью 0,01 мм. Разность полученных размеров дает зазор в подшипнике, который не должен превышать 0,10 мм. При этом контролируемые поверхности не должны иметь явно выраженных следов износа – круговых канавок, выступов, задиров и т. д. В противном случае распределительный вал заменяют, а головку ремонтируют. Износ стержней клапанов и направляющих втулок. Микрометром измеряют диаметр стержня в верхней части, непосредственно под канавкой для сухарей, а затем в нижней части рабочей поверхности. Поскольку изношенный стержень может быть овальным, замеры надо делать в нескольких точках по окружности. Износ, то есть разница диаметров в верхней и нижней части стержня, не должен превышать 0,02—0,03 мм, иначе клапан подлежит замене. Износ седел, толкателей, рычагов, коромысел, кулачков определяется визуально. Износ фасок клапанов можно оценить, приложив к фаске линейку и посмотрев на яркий свет. Если середина фаски «провалена», а стержень не изношен, то можно обработать фаску и использовать такой клапан вновь. У коромысел помимо состояния поверхностей, контактирующих с клапаном и кулачком, необходимо проверить зазор с осью – он не должен превышать 0,06—0,07 мм. В противном случае двигатель после ремонта головки останется шумным, как был до него. Различные дефекты местного характера также определяются визуально. Здесь необходимо уделить внимание состоянию поверхности головки, соприкасающейся с окантовкой прокладки: засечки, заусенцы и прочие дефекты приводят к негерметичности соединения головки с блоком цилиндров. Иногда также удается разглядеть трещины в стенках камеры сгорания. Если трещина сквозная (в рубашку охлаждения), то нагара на стенках не будет либо около трещины, либо по всей камере.
ПРОВЕРКА ГОЛОВКИ БЛОКА ЦИЛИНДРОВ НА ГЕРМЕТИЧНОСТЬ
Когда есть подозрение, что появилась трещина в камере сгорания, то перед ремонтом головку надо проверить на герметичность, иначе весь ремонт может быть впустую. Чтобы опрессовать головку блока, надо герметично заглушить все окна рубашки охлаждения, выходящие на нижнюю плоскость, а также все фланцы и патрубки на боковых поверхностях, кроме одного, через который будет поступать жидкость. Опрессовывают головку водой, подаваемой специальным ручным плунжерным насосом под давлением 0,6—0,8 МПа. Трещины выявляются по падению давления в течение контрольного времени (от четверти часа до двух часов) и появлению капель воды или течи. Менее сложна проверка керосином, хотя требует изготовления герметичных заглушек на седла клапанов. Головку переворачивают камерами сгорания вверх, вворачивают в нее свечи, после в подозрительную камеру наливают керосин. Имея высокую текучесть, керосин способен проникать в очень малые трещины. При этом его уровень уменьшается (контрольное время 1—3 часа).
Читать дальшеИнтервал:
Закладка: