Д. Оташехов - Дизель-генераторная установка. Диагностика. Ремонт. Техобслуживание

- Название:Дизель-генераторная установка. Диагностика. Ремонт. Техобслуживание
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:неизвестен
- ISBN:9785449399403
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Д. Оташехов - Дизель-генераторная установка. Диагностика. Ремонт. Техобслуживание краткое содержание
Дизель-генераторная установка. Диагностика. Ремонт. Техобслуживание - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Гильзы, наружная поверхность которых не контактирует с охлаждающей жидкостью, носят название – «сухие гильзы». «Сухие» гильзы устанавливаются в блок с натягом. Сборка соединений с натягом означает, что диаметр втулки (гильзы) больше диаметра посадочного отверстия, в которое эта втулка устанавливается. Величина натяга измеряется в миллиметрах и определяется как разница диаметров сопрягаемых деталей. Натяг обеспечивает неподвижность гильзы при тепловом расширении материала блока в процессе прогрева работающего двигателя.
Внутренняя рабочая часть цилиндра обрабатывается на специальном оборудовании до определённой чистоты (шероховатости) и имеет ровную поверхность, которую называют «зеркалом цилиндра». При финишной (окончательной) обработке цилиндра на его поверхность наносятся пространственно ориентированные риски, способствующие удержанию в них масла нужного для смазки поршневых колец и поршней.
На рабочие поверхности алюминиевых цилиндров могут наноситься дополнительные покрытия типа «никасил» (никель с кремнием) или кремниевые покрытия, получаемые кислотным травлением поверхности. Рабочие поверхности чугунных цилиндров, как правило, термической обработке не подвергаются и покрытий не имеют. Технология ремонта алюминиевых и чугунных цилиндров может существенно отличаться.
По внутреннему диаметру цилиндры номинальных размеров разбиваются заводом изготовителем на категории (классы) с шагом 0,01 мм. Категории цилиндров обозначаются обычно буквами латинского алфавита (A, B, C..) и клеймятся на привалочной плоскости картера двигателя или ином месте. Класс (категория, группа) цилиндра, так же может обозначаться краской, цифрой, печатным оттиском, или другим способом.
На рисунке. показаны корпусные детали рядного шестицилиндрового двигателя, гильзованого мокрыми чугунными гильзами и блок-картер рядного четырёхцилиндрового двигателя традиционной конструкции с цилиндрами, выполненными заодно с блоком.
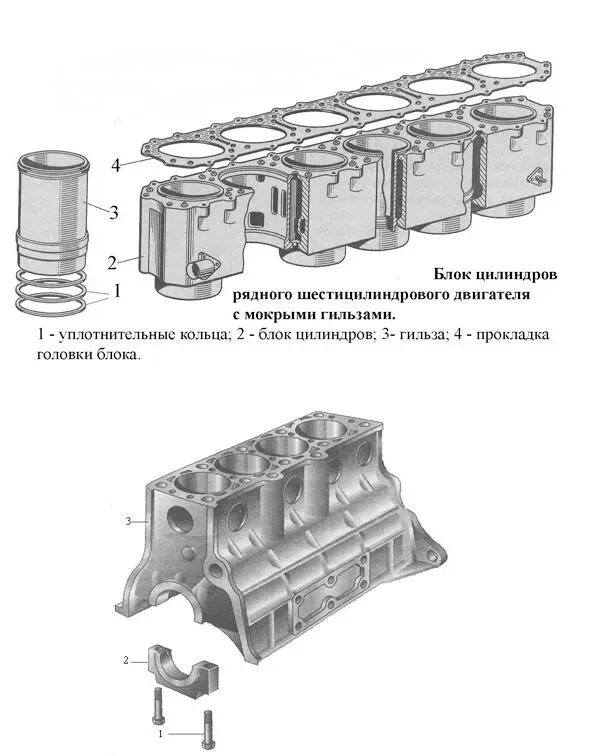
Блок цилиндров традиционной конструкции.1 – болт крепления крышки коренных подшипников коленчатого вала 2 – крышка крепления коленчатого вала 3 блок цилиндров (блок картер)
Поршниизготавливаются из алюминия легированного кремнием и другими металлами методом литья в кокиль (специальная форма) или методом штамповки с последующей обработкой детали резанием. Для некоторых типов автомобильных двигателей, работающих с высокими удельными нагрузками на детали, поршни изготавливаются из стали и металлокерамики.
Поршни воспринимают давление газов, обеспечивают передачу усилий на шатун и герметизируют камеру сгорания.
Верхняя часть поршня носит название – головка поршня, нижняя направляющая часть поршня называется юбкой поршня. На рисунке показана конструкция поршня а) бензинового двигателя и б) дизельного двигателя с полураздельной камерой сгорания.
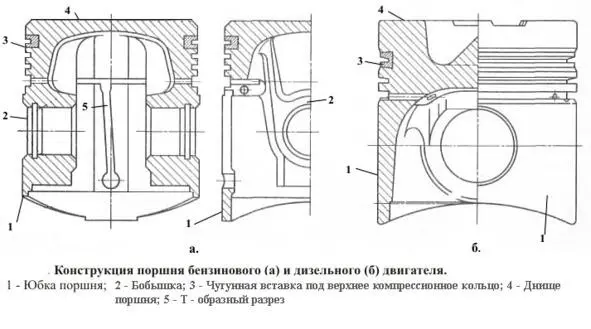
Головка поршня – наиболее усиленная часть поршня, где толщина стенок может достигать нескольких мм. На головке поршня выполнены канавки под поршневые кольца. В нижней канавке маслосъёмного кольца прорезаются дренажные отверстия для отвода масла. В головку поршня, для повышения износостойкости поршня, могут заделываться чугунные вставки, а на днище поршня (верхняя часть головки) и зону «огневого пояса» (часть головки поршня от днища до канавки первого компрессионного кольца) наноситься специальные покрытия. Днище поршня может иметь плоскую, выпуклую, вогнутую и иную форму. В днище поршней части двигателей выполняются углубления под клапаны (цековки) или камеры сгорания.
Юбка поршня. Толщина стенок юбки современных поршней может быть меньше 1,5 мм. Для лучшей приработки поршня в цилиндре на юбку поршня напыляют тонкий слой олова или графитовое покрытие. Для этих же целей на юбке поршня выполняют «накатку» в виде микроканавок глубиной до 0,02 мм, в которых при работе двигателя удерживается масло. Юбки поршней двигателей с цельноалюминиевыми цилиндрами могут покрываться тонким слоем железа. В средней части юбки имеются отверстия под поршневой палец. Стенки юбки у отверстия под поршневой палец имеют утолщения (приливы), именуемые бобышками. У большинства поршней ось отверстия под поршневой палец смещена относительно плоскости симметрии поршня в сторону на 0,5 – 2,5 мм.
Поршни российского, европейского и американского производства часто изготавливаются со стальными терморегулирующими вставками в юбке у отверстия под поршневой палец. Вставки, имеющие по сравнению с материалом поршня, меньший коэффициент теплового расширения, препятствуют расширению юбки поршня при нагревании. С той же целью уменьшения теплопередачи от головки поршня к юбке с наружной стороны бобышек выполняются подрезы, которые носят название «холодильников», а по нижней канавке маслосъёмного кольца или на юбке поршня, сквозные разрезы «Т» – или «П» – образной формы.
Юбка поршня в плане имеет форму овала, большая ось которого перпендикулярна оси отверстия поршневого пальца. В продольном разрезе поршень имеет форму конуса, расширяющегося к юбке. Эллипсность юбки и разница диаметров поршня в верхней и нижней его части может быть более 0,50 мм.
Поршень устанавливается в цилиндр с зазором. Зазор должен компенсировать расширение поршня при нагревании и обеспечивать присутствие масла между трущимися деталями. Величина установочного зазора строго регламентируется заводом изготовителем и в зависимости от конструкции того или иного двигателя лежит в пределах 0,01 – 0,09 мм (большинство двигателей будут нормально работать с зазором 0,04 – 0,06 мм.). Установочный зазор между стенкой цилиндра и поршнем обеспечивается по большей оси овала юбки поршня.
Поршни для одного двигателя не должны отличаться по массе более чем на 2—4 грамма или не более чем на 1 -1,5% среднего арифметического от суммы масс всех поршней данного двигателя.
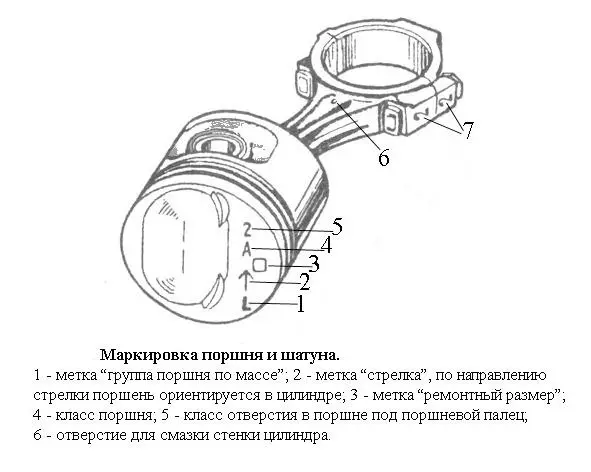
Заводы выпускают поршни номинального и ремонтного размеров. По наружному диаметру и диаметру отверстия под поршневой палец поршни номинального размера, разбиваются на категории (классы). Информация о размерности и весе поршня, а так же иная информация, выбивается на днище поршня.
.
Читать дальшеИнтервал:
Закладка: