Билл Филипс - Руководство слесаря по замкам

- Название:Руководство слесаря по замкам
- Автор:
- Жанр:
- Издательство:Литагент «БХВ»cdf56a9a-b69e-11e0-9959-47117d41cf4b
- Год:2011
- Город:Санкт-Петербург
- ISBN:978-5-9775-0607-6, 978-0-07-162275-2
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Билл Филипс - Руководство слесаря по замкам краткое содержание
Книга представляет собой расширенное руководство слесаря по замкам. Подробно описаны устройство и принцип действия замков разных типов, их установка, обслуживание и ремонт, а также необходимое оборудование, инструменты и приспособления. Рассмотрены методы изготовления ключей и способы вскрытия замков. Изложены приемы работы с сейфовыми и автомобильными замками. Приведены необходимые справочные материалы, контрольные вопросы, полезные советы и рекомендации.
Для широкого круга читателей.
Издание 2-е, переработанное и дополненное.
Руководство слесаря по замкам - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Замена фрезы
Чтобы извлечь фрезу, надо вставить пальцевый пуансон, который есть в комплекте поставки, в отверстие над патроном фрезы. Далее следует, прочно удерживая пальцевый пуансон (рис. 14.18), ослабить нижнюю гайку, повернув ее влево ключом из комплекта поставки. Фреза выпадет из нижней части. Вставить новую фрезу в патрон и вдавить его вверх до упора. Затянуть гайку, поворачивая ее вправо. Необходимо убедиться, что гайка прочно затянута.
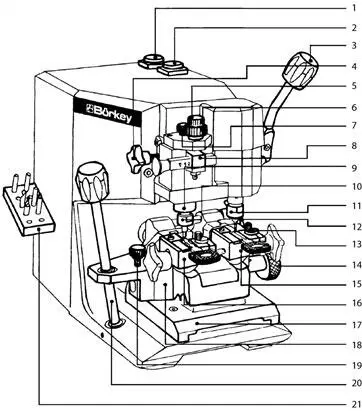
Рис. 14.18.Детали станка Borkey 989 Top-Cut: 1 – выключатель подсветки; 2 – выключатель станка; 3 – рычаг вертикального перемещения каретки (регулировка рычага осуществляется отвинчиванием болта с шестигранным углублением в головке); 4 – устройство фиксации вертикальной каретки; 5 – выставление-копирование глубины (отвинтить фиксирующее устройство 6, винт 5 повернуть вправо для уменьшения глубины выреза или влево для увеличения глубины выреза, зафиксировать винтом 6); 6 – фиксатор устройства выставления глубины; 7 – винт-регулятор (этим винтом надо коснуться оригинального ключа перед нарезанием); 8 – встроенная опора кодового стержня; 9 – встроенная опора щупа; 10 – фиксатор щупа; 11 – цанговый патрон для сверла/фрезы (инструмент: разводной ключ 17 мм, штырь 4 мм); 12 – удерживающий зажим (устройство безопасности для фиксации так называемых ключей «two track»); 13 – зажим-фиксатор поворотной опоры; 14 – штурвал поперечного перемещения каретки; 15 – опора с зажимом для заготовки; 16 – опора с зажимом для образца (оригинального ключа); 17 – вертикальная каретка; 18 – горизонтальная каретка (свободно проворачивается под действием натяжения пружины, натянутая с помощью винта 19, который перемещается поворотом рифленого колесика 14); 19 – фиксирующее устройство поперечного перемещения каретки; 20 – рычаг для горизонтального перемещения каретки; 21 – место для запасных частей (фреза, сверло, щуп) (С разрешения компании DiMark International)
Извлечение направляющей
Ключом ослабьте гайку, находящуюся выше направляющей, повернув ее влево на пол-оборота. После этого направляющую можно снять, сместив ее вниз. Вставить новую направляющую в патрон-цангу до упора и затянуть прочно гайку.
Фиксирующая гайка, которая находится выше направляющей, имеет заводскую установку, поэтому нет необходимости каким-то образом ее настраивать. Оператор не должен регулировать этот механизм, за исключением тех случаев, когда получены специальные инструкции от представителей завода-производителя.
Изготовление луночных ключей
Установить ключ и направляющую, следуя инструкциям, которые приведены ранее.
Снять дисковые держатели ключа с верхней части обеих губок и положить их в безопасное место. Установить заготовки ключей в обе пары тисков.
В соответствии с рис. 14.19 следует ослабить нижний фиксатор (6) и повернуть верхний фиксатор (5) против часовой стрелки на два или три оборота, чтобы отменить ранее сделанные установки. Повернуть винт (7) по часовой стрелке на два-три оборота, чтобы поднять направляющую выше фрезы. Опустить блок фрезы/направляющей так, чтобы фреза слегка касалась заготовки. Прочно затянуть левую барашковую гайку (4), чтобы фреза слегка касалась ключа. Поворачивать винт (7) до тех пор, пока направляющая всего лишь коснется левого ключа, затем вращение следует прекратить.
Удерживая фиксатор (6), повернуть винт (5) по часовой стрелке, не прилагая большого усилия. Повернуть фиксатор (6) по часовой стрелке, чтобы зафиксировать выполненную настройку. Ослабить блок фрезы/направляющей таким образом, чтобы он пошел обратно вверх.
Повернуть станок, чтобы проверить глубину. Фреза должна всего лишь коснуться правой заготовки ключа, когда блок фрезы/направляющей понижается. Он должен сделать небольшую метку, а не настоящий вырез. Если глубина слишком велика или мала, то надо полностью повторить описанные действия.
После того как глубина задана правильно, вы можете установить направляющую в подпружиненное состояние, повернув винт (7) против часовой стрелки на несколько оборотов. Если нет необходимости в подпружиненном состоянии, то просто отрегулируйте винт (7).
Проверить угол губок тисков, чтобы быть уверенным, что они находятся в правильном положении для ключа, который нужно нарезать. Обычно требуемый угол соответствует позиции «0». Чтобы наклонить губки тисков, надо ослабить большой барашковый винт справа сзади. Перемещайте губки, пока защелка не покажет цифру "0".
Продолжить нарезать ключ по образцу или по вырезам в ключах. Большая барашковая гайка на правой стороне каретки дает возможность отрегулировать каретку так, чтобы фреза находилась вблизи линии резания на левой или правой сторонах ключей. Поскольку каретка обладает самоцентрированием, она должна найти центр разреза для каждого из вырезов на ключе. Вы можете, например, выполнить все вырезы слева от центра на одной стороне, затем повернуть ключ и сделать все вырезы слева на противоположной стороне, не перенастраивая каретку на выполнение вырезов справа.
Чтобы заблокировать перемещение каретки слева направо и выполнить неглубокие вырезы по центру, следует удерживать направляющую и фрезу в глубоком вырезе на этой стороне ключа и зафиксировать каретку черным винтом с круглой головкой, который находится справа от основной ручки каретки.
Регулировка глубины направляющей фрезы для автомобильных ключей с высокой степенью секретности
В соответствии с рис. 14.19 верхний винт (5) регулирует максимальную глубину вырезов.
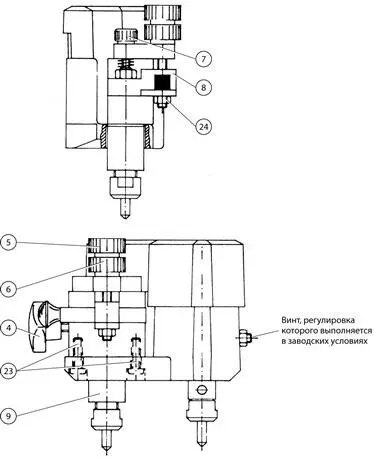
Рис. 14.19.Элементы настройки станка Borkey 989 Top-Cut (С разрешения компании DiMark International)
Нижний фиксатор (6) является гайкой для точного выдерживания сделанных установок глубины. Задний винт (7) дает возможность закрепить направляющую или сделать ее подпружиненной.
Установить две заготовки ключей в тисках. Для этого хорошо подходят специальные ключи «four-track». А ключи «two-track» не всегда пригодны для этой цели.
Ослабить передние фиксаторы (5) и (6), повернув их против часовой стрелки на два-три оборота. Далее надо опустить блок фрезы/направляющей и поворачивать винт (7) до тех пор, пока она не коснется сверху поверхности левого ключа, когда фреза касается поверхности правого ключа. Зафиксировать блок фрезы/направляющей в этом положении барашковой гайкой (4), находящейся слева.
Когда фреза касается поверхности правого ключа, надо поворачивать винт (7) до тех пор, пока направляющая не отойдет от поверхности левого ключа ровно настолько, чтобы между направляющей и ключом можно было вставить обычный лист бумаги. Не перемещая нижний фиксатор (6), выполнить регулировки верхним фиксатором (5), повернув его против часовой стрелки до упора, не прикладывая больших усилий. Застопорить это положение нижним фиксатором (6).
Читать дальшеИнтервал:
Закладка: