Юрий Подольский - Сварочные работы. Практическое пособие

- Название:Сварочные работы. Практическое пособие
- Автор:
- Жанр:
- Издательство:ООО «Книжный клуб “Клуб семейного досуга”»
- Год:2015
- Город:Харьков, Белгород
- ISBN:978-617-12-0106-4, 978-5-9910-3430-2
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Юрий Подольский - Сварочные работы. Практическое пособие краткое содержание
Книга познакомит вас с основными видами сварки: ручной дуговой, автоматической дуговой, электрошлаковой и газовой. Также подробно описаны особенности сварных соединений и швов, электродуговой и кислородной резки металлов: алюминия, нержавеющей стали, меди, чугуна. Кроме того, мастера-любители по приведенным расчетам смогут самостоятельно изготовить множество полезных в быту приспособлений.
Сварочные работы. Практическое пособие - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
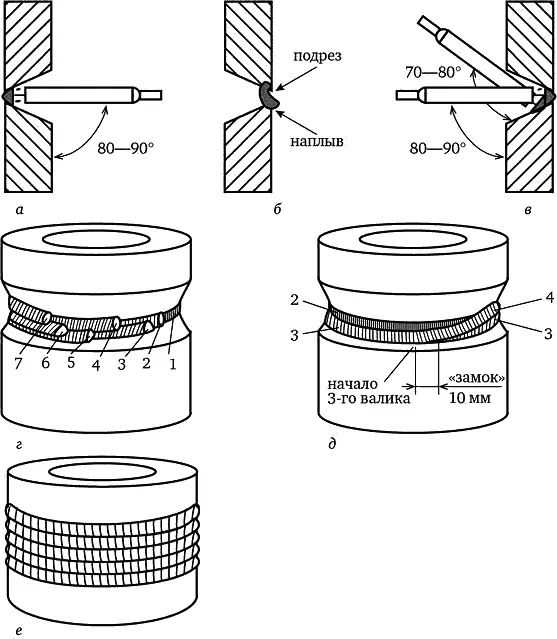
Рис. 48. Сварка неповоротного стыка при вертикальном расположении трубы
Второй корневой валик выполняют во всю ширину, проплавляя первый корневой валик и захватывая кромки обеих труб. Диаметр электрода зависит от ширины первого валика, который сварщик определяет путем промера торцом электрода. Торец электрода с покрытием должен касаться поверхности первого корневого валика. Сварочный ток в среднем диапазоне. Наклон электрода по отношению к вертикальной плоскости такой же, как при сварке корневого валика. Сварку производить углом назад. Скорость такая, чтобы валик был нормальным.
Заполнение разделки начинается с нижней кромки, которая является площадкой, что позволяет применить более производительные методы сварки.
Третий валик горизонтального шва (рис. 48, в – г ) рекомендуется выполнять на повышенных режимах. Сварочный ток в среднем или максимальном диапазоне. Наклон электрода 70–80° к поверхности кромки нижней трубы. Сварку производят под прямым углом или углом назад, в зависимости от расположения шлака.
Скорость сварки надо выбрать такую, чтобы валик получился с выпуклостью («горбинкой»), как при сварке в нижнем положении, что создает полочку, которая и позволит следующий валик сваривать на повышенных режимах. Центром дуги (электрода) необходимо двигаться по нижнему краю второго корневого валика. Перед сваркой третьего валика необходимо, чтобы сварщик выбрал, каким должен быть по полноте третий валик, чтобы незаполненная разделка (между верхней кромкой разделки и выполненным швом) не получилась очень широкой для одного (четвертого валика) или очень узкой для двух валиков. Ширина от верхнего края третьего валика до верхней кромки должна остаться минимальной: в диаметр электрода с покрытием или чуть больше.
На рис. 48, в – г показан третий слой, выполненный в два валика (третий и четвертый). Сварка четвертого валика выполняется на этих же режимах, хотя валик является чисто горизонтальным. Поверхностная сила натяжения не дает стекать жидкому металлу вниз.
Наклон электрода при сварке четвертого валика составляет 80–90° к вертикальной поверхности нижней трубы. Основная масса шлака стекает в нижнюю часть шва, что позволяет производить сварку под прямым углом или под небольшим углом назад. Скорость сварки необходимо выбрать такую, чтобы сварочная ванна сплавляла верхнюю кромку разделки с вершиной третьего валика, проплавляя в центре второй валик.
Четвертый валик должен быть нормальным.
Последний слой при заполнении разделки выполняется как наплавка и описан выше в главе «Техника сварки и наплавки в нижнем положении».
Сварку в труднодоступных местах (например, на трубе со стороны стены) облегчит зеркало. Его нужно разместить так, чтобы было видно место шва. А если электрод изогнуть, то им можно достать до любого места на поверхности трубы.
Выполнение замков (начало и конец сварных валиков). Окончание сварки каждого валика необходимо производить после проплавления начала и захода на шов на расстоянии 20–30 мм. Каждый валик (слой) должен быть законченным по всему периметру без дополнительного перерыва. Каждый замок (начало каждого слоя) должен быть смещен один от другого не менее чем на 50 миллиметров.
При многопроходной и многослойной сварке труб больших толщин рекомендуется вести сварку по спирали, так как при этом уменьшается дефектность за счет сокращения количества замков (начало и конец сварки). На рис. 48, д показана сварка по спирали. При подходе к началу каждого валика рекомендуется произвести остановку сварки на расстоянии не менее 20 мм до начала валика, удалить шлак, при необходимости удалить поры, сточить высокое начало валика. Подойдя к началу валика, необходимо сделать задержку дуги, подплавляя начало. Зайти на валик и, не гася дуги, перевести электрод на верхний край предыдущего сварочного валика и продолжить изготовление уже второго валика и т. д., пока не закончится слой. Последний верхний валик каждого слоя необходимо выполнять после тщательной зачистки разделки от шлака, брызг и слоя нагара (выгоревших элементов).
Сварку лицевого слоя рекомендуется выполнять электродами того же диаметра, что и заполнение разделки, но не более ∅ 4 мм. Сварочный ток в среднем диапазоне. Обычная горизонтальная наплавка узкими валиками шириной в 1,5 диаметра электрода с покрытием (рис. 48, е ). Последний верхний валик, для плавного перехода к основному металлу, выполнять на более высокой скорости, чтобы он получился узким и плоским.
Можно перейти на меньший диаметр электрода с соответствующим подбором сварочного тока.
Сварка неповоротногостыка при горизонтальном расположении трубы.Сварка этих швов является самой сложной по выполнению и требует особых навыков и высокого мастерства сварщика. При постоянном поступательном движении электрода необходимо постоянно изменять угол наклона электрода по отношению к поверхности периметра трубы (рис. 49, а – б ). Периметр стыка условно делится вертикальной осевой линией на два участка. По положению сварного шва в пространстве каждый участок можно разбить на три положения:
● I – потолочное (позиции электрода с 1 по 3);
● II – вертикальное (позиции электрода с 3 по 8);
● III – нижнее (позиции электрода с 8 по 11).
При сварке труб диаметром более 150 мм и толщиной стенки более 6 мм рекомендуется величину сварочного тока подбирать для каждого положения согласно табл. 14. Сила сварочного тока при сварке в потолочном положении должна быть на 10 % выше, чем в вертикальном.
Сварка начинается с потолочного положения и заканчивается в нижнем.
При оптимальном подборе сварочного тока для каждого положения рекомендуется сварку производить непрерывно и только короткой дугой. Сварка любого участка начинается с другого участка за 10–20 мм от вертикальной осевой. Длина замка (20–40 мм) зависит от диаметра трубы. Чем больше диаметр, тем больше перехлест в замке, и наоборот. При начале сварки с потолочного положения сварку производят углом назад (рис. 49, а, 1–2 ), после перехода за осевую – углом вперед ( 3–7 ). При переходе за горизонтальную осевую электрод выравнивают до перпендикулярного положения ( 8 ). Сварку нижнего положения (верхняя часть трубы) выполняют углом назад ( 9–11 ). Заканчивать первую половинку шва надо в 10–15 мм за вертикальной осевой на другом участке.
Валик должен быть нормальным по всей длине шва, что достигается определенной скоростью поступательного движения электрода, манипулированием и задержкой на кромках, используя все методы и технику сварки потолочных, вертикальных и нижних швов.
Читать дальшеИнтервал:
Закладка:









