Юрий Подольский - Сварочные работы. Практическое пособие

- Название:Сварочные работы. Практическое пособие
- Автор:
- Жанр:
- Издательство:ООО «Книжный клуб “Клуб семейного досуга”»
- Год:2015
- Город:Харьков, Белгород
- ISBN:978-617-12-0106-4, 978-5-9910-3430-2
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Юрий Подольский - Сварочные работы. Практическое пособие краткое содержание
Книга познакомит вас с основными видами сварки: ручной дуговой, автоматической дуговой, электрошлаковой и газовой. Также подробно описаны особенности сварных соединений и швов, электродуговой и кислородной резки металлов: алюминия, нержавеющей стали, меди, чугуна. Кроме того, мастера-любители по приведенным расчетам смогут самостоятельно изготовить множество полезных в быту приспособлений.
Сварочные работы. Практическое пособие - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
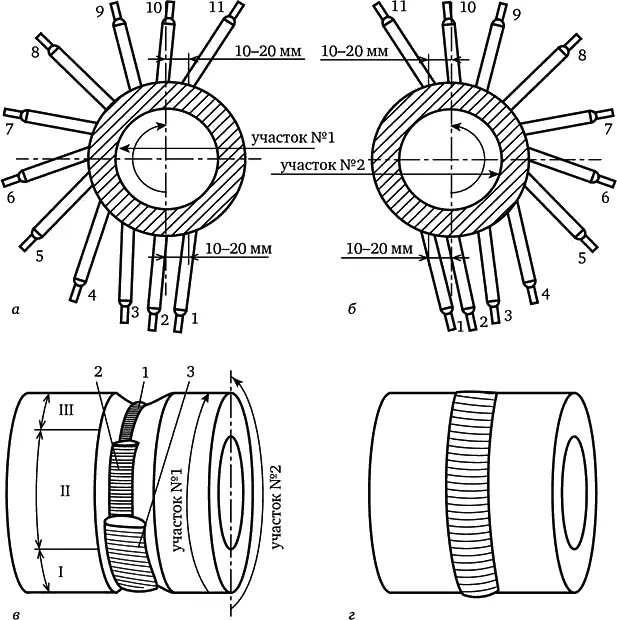
Рис. 49. Сварка неповоротного стыка при горизонтальном расположении трубы:
а — работа на первом участке; б — работа на втором участке; в — сварка корневого валика; г — сварка лицевого слоя
Перед сваркой второй половины второго участка (рис. 49, б ) следует зачистить начало сварки в потолочном положении и окончание в нижнем положении до плавного перехода к зазору или предыдущему валику. Сварку второго участка выполнить так же, как и первого.
Сварка корневого валика (рис. 49, в ) выполняется электродом ∅ 3 мм. Величина сварочного тока в потолочном положении, в зависимости от толщины стенки, составляет 80–95 А. Выполнить корневой валик можно двумя вариантами.
1. При сварке труб малого диаметра, когда невозможна подварка обратной стороны корня шва, следует добиться качественного формирования обратного валика. Достичь проплавления, особенно в потолочном положении, можно путем постоянной подачи электрода в зазор. Добиваясь проплава внутрь трубы, можно получить шов с выпуклой поверхностью («горбатый» шов), что потребует последующей механической его зачистки в потолочном положении. При сварке вертикальной зоны сварочный ток рекомендуется уменьшить до 75–90 А. Здесь валик выполняют малого сечения, избегая чрезмерного проплавления внутрь трубы. При сварке верхней части трубы (нижнее положение) увеличение сварочного тока до 85–100 А производят в каждом конкретном случае, не допуская прожога или непровара.
После заварки второй половины трубы второй валик также выполняется электродом ∅ 3 мм, но на повышенном сварочном токе.
2. При сварке труб большого диаметра, где доступна подварка обратного корня шва, в целях производительности можно не обращать такого пристального внимания на формирование обратного валика. Рекомендуется корневой валик сформировать нормальным во всех положениях и с более полным сечением. Это позволит избежать зачистки по наружному шву и применить при сварке второго валика электрод ∅ 4 миллиметра.
При заполнении разделки необходимо применять все методы и технику сварки, описанные в предыдущих разделах. Сварку труб диаметром менее 150 мм рекомендуется выполнять электродом ∅ 3 миллиметра.
Заполнение разделки труб с толщиной стенки более 8 мм происходит неравномерно. Обычно отстает нижнее положение. Для выравнивания заполнения разделки необходимо проложить в каждом конкретном случае дополнительные слои в верхней части трубы. Предпоследний слой выполнить так, чтобы глубина незаполненной разделки была не более 2 миллиметров.
Сварка лицевого слоя (рис. 49, г ), в зависимости от ширины разделки, выполняется за один или несколько проходов. Особое внимание следует обратить на поступательное движение электрода, задержку на кромках и шаг манипулирования.
Сварка труб диаметром менее 150 мм и толщиной стенок менее 6 мм , а также в сложных монтажных условиях при отдаленности источника питания от места сварки в основном выполняется при одной величине сварочного тока. Рекомендуется сварочный ток подбирать по потолочному положению, величина которого достаточна и для нижнего положения. Во избежание чрезмерного проплавления на подъеме с потолочного положения и в вертикальном положении сварку необходимо вести прерывистым способом. Дугу прерывать на одной из кромок. В зависимости от толщины стенки, зазора и притупления кромок рекомендуется выполнять прерывистую сварку «мазками» следующими способами.
1. Перегрев кромок не допускает длительной задержки электрода (рис. 50, а ). Зажигание рекомендуется производить постоянно на одной из кромок, обрыв дуги (после соединения кромок металлом шва) – на другой кромке. Время между обрывом и новым зажиганием дуги должно быть таким, чтобы в месте начала зажигания дуги металл шва не успел полностью закристаллизоваться, а шлак – остыть. После обрыва дуги, описав как бы полукруг в обратном направлении, снова произвести зажигание чуть выше места предыдущего зажигания. Если проследить за торцом электрода, то получается манипулирование по спирали. Слева направо дуга горит, обрыв вправо и на себя, переход справа налево, дуга не горит, затем слева направо, одновременно приближая электрод к месту зажигания, и, пока шлак еще красный, происходит легкое возбуждение дуги и т. д.
2. Когда толщина металла позволяет, сделать два колебательных движения и более, затем прервать дугу и возобновить снова (рис. 50, б ).
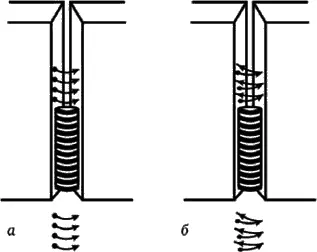
Рис. 50. Методы сварки тонких труб:
а – одиночными движениями; б – колебательными движениями; точка обозначает зажигание дуги, стрелка – обрыв дуги.
Не рекомендуется производить зажигание на месте, где только что был обрыв дуги, а также, не обрывая до конца дугу, уходить электродом вперед по разделке и затем возвращаться на валик. Такие методы приводят к большому перегреву и прожогу, к неровности валика по бокам, частому залипанию электрода во время нового зажигания.
Сварка неповоротного стыка (при расположениитрубы под 45°).Особенность сварки заключается в расположении шва в пространстве.
При сварке корня шва (рис. 51, а ) первым выполняется узкий валик электродом ∅ 3 мм с потолочного положения. Сварочный ток – в диапазоне 80–95 А на все положения. Труба делится вертикальной осью на два участка, каждый участок – на три положения: I – потолочно-горизонтальное, II – вертикально-горизонтальное и III – нижнее. Замки выполняют так же, как описано выше. Наклон электрода при сварке потолочно-горизонтального положения следует выдерживать под 90° к обеим поверхностям трубы. Сварку начинать углом назад, дуга короткая. После прохода самой нижней части шва переходить на сварку углом вперед. При сварке вертикально-горизонтального положения (II) сварочную ванну поддерживать так, как при сварке вертикальных швов, только с постоянным смещением по горизонтали первого участка влево, второго участка вправо. Сварку производить углом вперед, как показано на рис. 49. Сварку положения III заканчивать, как нижнее положение, с наклоном электрода 90° относительно поверхности трубы.
Рекомендуются два варианта.
1. Второй валик (второй слой) выполняют в один проход электродом ∅ 3 мм на повышенном сварочном токе, проплавляя и соединяя нижнюю кромку (корневой валик) и верхнюю кромку. Скорость сварки меньше, чем при сварке корневого валика. Манипулирование электродом – поперечное, минимальное.
Читать дальшеИнтервал:
Закладка:









