Лидия Александровская - Сертификация сложных технических систем

- Название:Сертификация сложных технических систем
- Автор:
- Жанр:
- Издательство:Литагент «Логос»439b7c39-76ee-102c-8f2e-edc40df1930e
- Год:2001
- Город:Москва
- ISBN:5-94010-035-х
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Лидия Александровская - Сертификация сложных технических систем краткое содержание
Освещаются основные понятия и процедуры сертификации, мировая и отечественная практика ее проведения. Видное место отведено специальным системам сертификации, прежде всего сертификации сложных технических систем. Рассматривается взаимосвязь сертификации именеджмента. Показано место систем обеспечения качества продукции в управлении организациями. Даются важнейшие нормативные и методические документы по стандартизации, сертификации и аккредитации. Для студентов высших учебных заведений, обучающихся по направлению `Метрология, стандартизация, сертификация` и специальности `Стандартизация и сертификация`. Представляет интерес для специалистов в области управления качеством продукции и сертификации.
Сертификация сложных технических систем - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Как показывают расчеты вероятности выхода значений параметра детали за границы поля допуска, т. е. вероятности брака, если:
• С р > 1,67, то имеется существенный запас качества по сравнению с требованиями допуска (возможно сужение поля допуска);
•1,33 < С р≤1,67 – нормальное состояние процесса (вероятность брака 0,007 %);
1 < С р≤ 1,33 – вероятность брака близка к 0,3 %;
0,67 < С р≤ 1 – вероятность брака близка к 4,5 % (необходимы меры по повышению стабильности и качества процесса);
• С р≤ 0,67 – процесс неконтролируем.
Для практических целей следует указать необходимый объем выборки для принятия решений относительно С р. В статистическом смысле эта задача может быть сформулирована следующим образом: проверить гипотезу Н 0: C p ≤ Cp* (процесс невоспроизводим) против альтернативы Н 1: С р > C p* (процесс воспроизводим).
Если обозначить α – риск поставщика, β – риск потребителя, то объем выборки N, обеспечивающий непревышение значений α и β при принятии решений относительно C p, может быть найден по формуле:
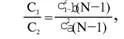
где c 2q(N-1) – квантиль, x 2– квадрат распределения с числом (N—1) степеней свободы для вероятности γ; С 1 ,С 0 – безусловно приемлемый и безусловно неприемлемый уровень C pдля данного ПП.
Другими словами, α – это вероятность признания процесса невоспроизводимым (C p ≤ C p*) при условии, что реальный индекс воспроизводимости не меньше С 1; β – это вероятность признания процесса воспроизводимым (С р > C p *) при условии, что фактический индекс воспроизводимости не больше С 0.
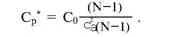
Критическое значение C p* для принятия решения определяется:
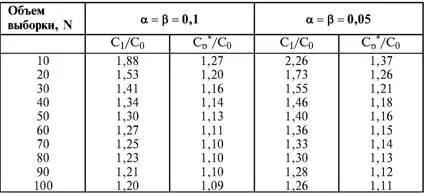
В табл. 5.5 приведены значения С 1 / С 0 и С р * / С 0 для разных значений N и α = β=0,1 и α = β=0,05.
Рассмотрим пример использования табл. 5.5. Определим объем N выборки и критическое значение С р * для принятия решения относительно C p для α = β = 0,1; С 1 = 1,43; С 0 = 1,1, т. е. С 1 / С 0 = 1,3.
По табл. 5.5 находим N = 50 (колонка 1) и С р * / С 0 = 1,13 (колонка 3). Откуда С р * = 1,24.
Таким образом, при объеме выборки N = 50 и критическом значении С р * = 1,24 в 10 % случаев процесс может быть признан невоспроизводимым при С р > 1,43 и в 10 % случаев процесс может быть признан воспроизводимым при С р ≤ 1,1.
Таблица 5.5
В случае односторонних допусков рассматривают индексы:

где м – среднее значение параметра; Х в (Х н ) – верхняя (нижняя) граница допуска.
Очевидно, что при С в = 1,0 (С н = 1,0) вероятность производства бракованных деталей по данному параметру равна половине (0,135 %) по сравнению с тем, что обеспечивает С р= 1,0 в случае с двусторонним допуском (0,27 %).
Область применения введенных индексов воспроизводимости – оценка стабильности технологического процесса производства изделия с целью сертификации процесса или системы качества.
В качестве нормы индекса целесообразно устанавливать С р= = 1,33, который обеспечивает низкий уровень брака.
Данный метод анализа систем качества может быть использован при аудите отдельных операций технологического процесса. Основная цель применения индексов воспроизводимости – удобная свертка информации в ПП в наиболее подходящей форме. Эти показатели определяют, имеет ли ПП достаточно низкую изменчивость и удовлетворяет ли допускам процесса или существует проблема настройки.
Как отмечается в [4], наибольшая ценность этих показателей – в поддержке усилий, направленных на предотвращение брака, а также в реализации мониторинга ПП, что обеспечивает получение «истории» качества для аудита.
5.3.5. Испытания выборки
Сертификация в соответствии со схемой № 7 (табл. 5.1) предполагает проведение выборочного контроля (испытания выборки, отобранной из партии сертифицируемой продукции).
Сертифицируемой партией продукции называют одновременно представленную для сертификации (испытаний) совокупность единиц продукции одного наименования, типономинала или типоразмера и исполнения, произведенной в течение одного интервала времени.
Объем партии – число единиц продукции, составляющих сертифицируемую партию.
Выборка – это единицы продукции, отобранные из сертифицируемой партии для испытаний; объем выборки – число единиц продукции, составляющих выборку.
Формирование сертифицируемой партии – это процесс отбора (комплектации) необходимого и достаточного (возможного) числа единиц продукции для проведения сертификации. Формирование выборки от сертифицируемой партии продукции представляет процесс отбора необходимого и достаточного числа единиц продукции для проверки качества из сертифицируемой партии.
Задача формирования сертифицируемой партии продукции и выборки из нее актуальна только при использовании схемы сертификации № 7.
Формирование партии продукции имеет большое значение для практики сертификации, так как во многом предопределяет процедуру контроля, представительность (репрезентативность) выборки и результаты сертификации.
Классификация факторов, влияющих на объем сертифициру-емой партии продукции, представлена на рис. 5.5.
При формировании партии для сертификации необходимо со-блюдать один из следующих принципов: независимость единиц продукции (элементов) в партии; независимость функциониро-вания элементов в структуре изделий, формирующих партии; максимальную однородность свойств изделий в партии.
При комплектации партии по принципу независимости (ста-тистической однородности) единиц продукции в партии объем может быть установлен заранее, до начала производства.
Комплектация партии по принципу независимости функциони-рования элементов в структуре изделий (функциональная однород-ностъ) производится после сборки изделий, каждое из которых со-стоит из последовательно соединенных независимых элементов, по-ставляемых партиями объемом N единиц, сформированных, в свою очередь, по принципу независимости элементов в партии.
Комплектация партий по третьему принципу связана с соблю-дением следующих требований: каждое изделие комплектуемой партии должно быть изготовлено из одной и той же партии сырья («сырьевая» однородность), по одной и той же технологии, на од-ном и том же оборудовании («технологическая» однородность). В случае невозможности соблюдения принципа однородности партии продукции целесообразно проводить расслоение партии на одно-родные части для обеспечения отбора представительной выборки.
Читать дальшеИнтервал:
Закладка: