Михаил Ермаков - Основы дизайна. Художественная обработка металла. Учебное пособие

- Название:Основы дизайна. Художественная обработка металла. Учебное пособие
- Автор:
- Жанр:
- Издательство:ЛитераФорте
- Год:2014
- Город:М.
- ISBN:978-5-519-01717-6
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Михаил Ермаков - Основы дизайна. Художественная обработка металла. Учебное пособие краткое содержание
В учебном пособии, которое в странах СНГ и зарубежом является первым такого рода, изложены основы дизайна художественной обработки металла. Эволюция технологий обработки металла прослеживается в теснейшей взаимосвязи с архитектурой, скульптурой, изобразительным, декоративно-прикладным искусством, где художественная обработка металла находит самое широкое применение.
Подробно характеризуются разнообразные способы изготовления художественных изделий (проволока и листовой металл; ковка, дифовочные работы; чеканка, гравирование и иные работы), а также с оборудованием и инструментами для этих работ.
Книга сопровождается рисунками, эскизами и таблицами; на конкретных примерах описаны приемы работы в различных техниках декора.
Для учащихся системы СПО: ПТУ, колледжей (техникумов) художественного профиля, учебных комбинатов, мастеров художественных и ювелирных изделий. Может быть полезна для художников и мастеров, работающих в области декоративно-прикладного искусства, реставраторов, а также для профориентации учащихся общеобразовательных школ и ознакомления с технологией художественной обработки металлов любителями-металлистами, всех интересующихся с бесконечно разнообразным и таинственным миром металла, научиться и своими руками создавать различные поделки.
Основы дизайна. Художественная обработка металла. Учебное пособие - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Медь, латунь и сталь нужно раскалять до появления темно-красного цвета. Алюминий отжигают при более низкой температуре. На поверхности алюминиевой пластины проведите мылом черту и при отжиге внимательно следите за ней. Как только она начнет чернеть, отжиг необходимо прекратить (более подробно см. ниже).
После отжига на поверхности пластины появляется окалина, которую удаляют отбеливанием в водном растворе кислоты или щелочи. Медь, латунь и сталь отбеливают в 10 %-ном растворе серной кислоты, а алюминий – в водном растворе двууглекислого натра, называемого в быту питьевой содой (на 1 стакан воды 1 чайная ложка соды). Алюминиевый лист кипятят в содовом растворе на слабом огне до тех пор, пока он не станет матово-белым. При отбеливании других металлов водный раствор серной кислоты должен иметь комнатную температуру. Помните, что при составлении раствора кислоту вливают в воду, а не наоборот! Отбеленную пластину промывают в проточной воде и высушивают.
Нержавеющая сталь (хромоникелевая) – современный, красивый материал, но чеканится трудно. Эта сталь применяется для декоративных крупноформатных изделий. Нержавеющая сталь отличается высокой коррозийной стойкостью. Ее выпускают в виде лент и листов различной толщины. Для чеканки применяется листовая сталь толщиной до 0,5–0,8 мм.
Для чеканки ювелирных изделий, дорогой посуды применяют золото, серебро и их сплавы.
Следующий вопрос, которому следует уделить внимание – на чем расположить материал во время работы? Подойдет для этого любой стол, верстак, но есть одна тонкость. Дело в том, что поверхность, на которой производятся выколоточно-чеканные работы, должна быть довольно мягкой, чтобы не препятствовать прогибам материала при воздействии на него инструментами. Если рельеф изделия не должен быть высоким, можно расположить на липовом пеньке, кусочке войлока, резины или на брезентовом мешке, наполненном песком, даже на свинцовой плите. Если же рельеф более выпуклый, да к тому же требующий тщательной проработки мелких деталей, то придется прибегнуть к старому доброму методу мастеров. Рельеф любой сложности и выпуклости идеально выколачивается на специальной смоле. Смолу заливают в форму, металлическую или сколоченную из досок. Высота бортов формы не должна превышать 5 см, иначе неудобно будет работать. Длина и ширина ящика делаются с учетом размеров металлической пластины (см. рис. 4.24).
Рецепт смолы.Составными частями смолы являются битум (строительный вар) и наполнители (просеянные кирпичный порошок, мелкий песок). Твердая смола (для более твердых чеканных материалов) получается сплавлением 1 весовой части (в.ч.) битума и 1 в.ч. наполнителя. Мягкая смола (соответственно для мягких материалов) получается при варке 2 в.ч. битума и 1 в.ч. наполнителя. Варить смолу лучше на костре. Следите за тем, чтобы языки пламени не доставали выше дна посуды, поскольку смесь может воспламениться. Расплавленную смолу залейте в ящик. Отогните плоскогубцами уголки пластины и наложите ее на расплавленную смолу так, чтобы отогнутые уголки полностью погрузились в нее. Надо следить за тем, чтобы между пластиной и смолой не образовывались пузырьки воздуха (см. рис. 4.24).
4.5. Инструменты, процесс чеканки
Рельеф на листовом металле формируют с помощью специальных инструментов – чеканов и выколоточных молотков, большинство из которых мастера изготовляют сами. Постепенно у чеканщика накапливается несколько десятков чеканов самых различных форм и размеров.
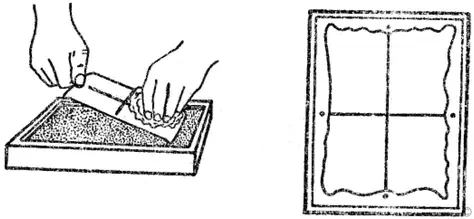
Рис. 4.24. Насмолка металлической пластины.
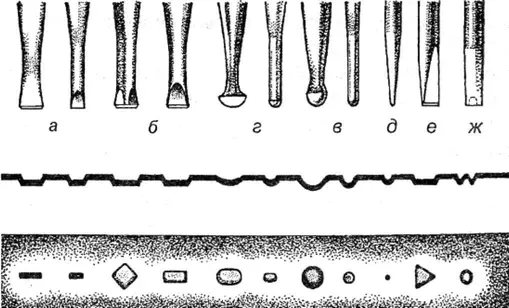
Рис. 4.25. Чеканы: а – расходники; б – лощатники; в – бобошники; г – пурошники; д – канфарник; е – пуансон; ж – трубочка.
Но, несмотря на большое разнообразие, чеканы в зависимости от формы бойка и назначения можно разделить на семь основных видов – это расходники, лощатники, бобошники, пурошники, канфарники, зернильники – трубочки и пунсоны (рис. 4.25).
Расходник напоминает зубильце или отвертку с притупленным концом. На металле он оставляет след в виде узкого желобка. Именно с него и начинается непосредственная работа над рельефом. Расходником углубляют контуры рисунка, нанесенного на металл.
Штихель, как и расходник, служит для нанесения линейного рисунка на металл. Гравируют штихелем прямо от руки без молотка. Штихель можно изготовить из старой матрацной пружины или стальной проволоки диаметром 3–4 мм. Отрезают кусок пружины, проволоки длиной примерно 80 мм, накаляют на огне и осторожно расплющивают легким молотком, этот конец проволоки будет рабочей частью штихеля: ему придают вид двухгранной или трехгранной пирамидки. Для прочности штихель можно закалить, а затем на него насаживают деревянную ручку.
Лощатник имеет почти плоский боек или «бой» в виде квадрата или прямоугольника с закругленными углами, он предназначен для осаживания (опускания) фона.
Бобошник (облый чекан), по названию не трудно догадаться, что его боевая часть напоминает форму боба. Бабошником выколачивают в зависимости от необходимости углубленный или выпуклый рельеф.
Пурошник имеет боек формы шара. Применяют его в тех случаях, когда на рельефе необходимо получить сферические углубления или выпуклости.
Канфарник напоминает тонкий пробойник. Только конец его не острый, а скругленный. Он не пробивает металл, а делает на нем мелкие сферические вмятины в виде точек. Канфарник служит для переведения рисунка с бумаги на металл, а также для нанесения на участки фона многочисленных точечных углублений, придающих фону матовую фактуру.
Трубочка применяется для отделки фона, она представляет собой стержень со сферическим углублением в боевой части. На металле она оставляет след в виде полусферического бугорка. Фон, обработанный трубочкой, имеет зернистую фактуру.
Пуансон – это металлический стержень, на бойке которого выточен рельеф в виде звездочки, ступенчатой пирамидки, треугольника, лепестка и т. п. С помощью пуансона на металл наносят простейшие узорные бордюры, в которых в определенной последовательности сочетаются одинаковые элементы.
Металлический выколоточный молоток имеет с одной стороны широкий, плоский (круглый, квадратный) боек, а с другой стороны – шаровидный. Плоским бойком при работе ударяют по ударной части чекана, а сферическим выколачивают крупные элементы рельефа. Ручку молотка делают из древесины твердых пород, придав ей полукруглую форму с утолщением на конце (см. рис. 4.26 и 4.27).
Читать дальшеИнтервал:
Закладка: