Михаил Ермаков - Основы дизайна. Художественная обработка металла. Учебное пособие

- Название:Основы дизайна. Художественная обработка металла. Учебное пособие
- Автор:
- Жанр:
- Издательство:ЛитераФорте
- Год:2014
- Город:М.
- ISBN:978-5-519-01717-6
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Михаил Ермаков - Основы дизайна. Художественная обработка металла. Учебное пособие краткое содержание
В учебном пособии, которое в странах СНГ и зарубежом является первым такого рода, изложены основы дизайна художественной обработки металла. Эволюция технологий обработки металла прослеживается в теснейшей взаимосвязи с архитектурой, скульптурой, изобразительным, декоративно-прикладным искусством, где художественная обработка металла находит самое широкое применение.
Подробно характеризуются разнообразные способы изготовления художественных изделий (проволока и листовой металл; ковка, дифовочные работы; чеканка, гравирование и иные работы), а также с оборудованием и инструментами для этих работ.
Книга сопровождается рисунками, эскизами и таблицами; на конкретных примерах описаны приемы работы в различных техниках декора.
Для учащихся системы СПО: ПТУ, колледжей (техникумов) художественного профиля, учебных комбинатов, мастеров художественных и ювелирных изделий. Может быть полезна для художников и мастеров, работающих в области декоративно-прикладного искусства, реставраторов, а также для профориентации учащихся общеобразовательных школ и ознакомления с технологией художественной обработки металлов любителями-металлистами, всех интересующихся с бесконечно разнообразным и таинственным миром металла, научиться и своими руками создавать различные поделки.
Основы дизайна. Художественная обработка металла. Учебное пособие - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Фасетштихель – его боковые грани совершенно плоские и параллельны друг другу. Спинка также плоская и располагается строго перпендикулярно боковым граням. Ширина спинки – 1,5–3 мм. Полотно клинка выполняется в виде двух сходящихся под углом 100° граней. Фасетштихелем проводят не очень глубокие широкие линии.
Шатирштихель (или фаденштихель) – штриховый резец. Если на нижней грани флахштихеля нарезать продольные боковые бороздки с острыми гребнями, получится шатирштихель. При проведении кончиком такого резца по металлу на его поверхности образуются параллельные штрихи. Оба названия этого штихеля отражают особенности инструмента. «Шатир» означает «тушевать», оттенять, так как штихель используется при нанесении на металл теней и полутонов в штриховых гравированных рисунках. «Фаден» означает «нить» – резцом можно проводить нитевидные штрихи.
В дополнение к перечисленным штихелям можно сделать еще и мессерштихель, он показан на рисунке 6.20, позиция 2 б.
Мессерштихель (прорезной штихель) – резец с ножеобразным клинком. Резцы этого типа в поперечном сечении имеют форму вытянутого остроугольного треугольника, как у полотна обычного ножа. Отсюда и немецкое название – «мессер» означает «нож». Этот резец дает возможность делать тончайшие порезки, почти волосяные, сильно углубленные линии. Для жесткости спинка мессерштихеля должна быть шириной не мене 2,5 мм.
Для резцов подходит углеродистая инструментальная сталь У8, У10 или У12А. Легированная сталь ХО5, ХБ5 хотя и лучше держит заточку, но уступает резцам из углеродистой стали в звонкости штриха при гравировании рукописных шрифтов и монограмм «под глянец». Очень прочные и износостойкие инструменты можно выковать из обойм отслуживших шарикоподшипников. Несмотря на различие сечений, все клинки делаются одинаково. Каждый клинок должен иметь плавный изгиб, благодаря которому кончик его будет слегка приподнят. Верхняя грань клинка называется спинкой, нижняя – задней гранью. В передней части клинка выбирают продолговатую наклонную или дугообразную заточку, так называемый аншлиф. После заточки резца между аншлифом и режущими кромками клинка образуется площадка – носок. Чем меньше носок, тем удобнее наблюдать за процессом резания при гравировании.
Изготовление штихелей начинается с опиловки напильниками прямоугольных стальных заготовок длиной 90–100, шириной 9–10 и толщиной 2–3 мм. Им придается форма, напоминающая в поперечном сечение клин. При окончательной обработке образующие клин боковые грани шпицштихелей делают слегка выпуклыми, амессерштихелей – плоскими. Изготавливая штихеля, надо соблюдать следующие обязательные условия: 1) поперечное сечение резца должно быть одинаковым по всей его длине; 2) нижняя грань резца быть прямой или с незначительным плавным внешним округлением от середины клинка к носку; 3) режущая грань, полукруглая в сечение, должна иметь постоянную ширину или небольшое расширение в сторону режущей кромки.
У незакаленного штихеля сверху делается скос (тогда после закалки легче будет выточить аншлиф на механическом точиле), а с противоположной стороны запиливают ли выковывают плоский язык для насадки для ручки. Готовые резцы не следует полировать: блестящий металл бликами раздражает глаза и в работе полированные штихеля неудобны, выскальзывают из пальцев.
Следующая операция – закалка.
После опиливания и шлифовки клинки закаливают. Закаливается, прежде всего, рабочая режущая часть клинка. Клинок берут щипцами или плоскогубцами за хвостовик и нагревают на огне до красного каления.
Обточенную заготовку резца накалите до светло-малинового цвета (примерно до 800 °C), после чего опустите в машинное масло или воду на две трети ее длины (рис. 6.21).
Чтобы избежать образования хрупкой границы между закаленной и сырой частями клинка, уровень погружения быстро изменяют. Частичная закалка штихеля делается не только потому, что в практической работе резец редко используется более чем наполовину своей длины, но прежде всего для того, чтобы он не сломался при забивке ручки и особенно во время работы. Поломка клинка в хвостовике может привести к серьезной травме руки.
Для снятия напряжения и хрупкости закаленные и зачищенные от окалины штихеля подвергают отпуску. Поместите штихель над слабым огнем (можно в пламени спиртовки или газовой горелки), внимательно наблюдая за цветами побежалости (рис. 6.22). Доведя металл до желто-соломенного цвета, необходимо быстро охладить его в воде. Таким же способом производят закалку и отпуск чеканов и др. режущих инструментов.
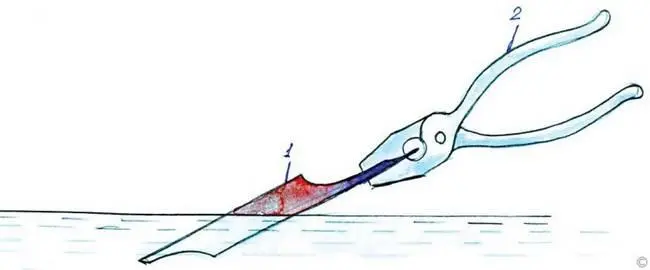
Рис. 6.21. Закалка штихеля в масле.

Рис. 6.22. Отпуск штихеля: 1 – заготовка. 2 – плоскогубцы. 3 – газовая горелка.
После отпуска штихеля можно насаживать на деревянные ручки. Удлиненные шейки ручек позволяют подогнать штихель точно по руке. Наиболее удобным в работе будет штихель, носок которого в рабочем положении выступает на большой палец на 15–20 мм. На ручку насаживается предохранительное металлическое кольцо диаметром около 10 мм, по центру шейки высверливают направляющее отверстие. Ручку набивают на резец, зажатый через прокладки в тисках, а затем с нижней части «грибка» скалывают сегмент (см. рис. 6.20, позиция 2).
Затачивание инструмента.
На смонтированных штихелях плоскими наждачными камнями или алмазными надфилями исправляют возможные после термической обработки искажения формы режущей грани. Завершают доводку режущей грани пришлифовкой на микрошкурках и полировкой окисью хрома (паста ГОИ), нанесенной на плотную бумагу или кожу. Все доводочные работы делаются на ровном плоском бруске (см. рисунки 6.20, позиция 4 и 6.23).
При окончательной доводке нужно выдерживать следующие требования: 1) движение резца во время продольной шлифовки и полировки режущей грани делаются только в одном направлении – на себя; 2) штихель при этом равномерно поворачивают вокруг своей оси, чтобы придать режущей грани форму полуэллипса; 3) в ходе доводки режущая грань не должна иметь никакого угла между любой своей образующей и плоскостью абразива, иначе на режущей кромке возникают микрофаски, препятствующие движению резца вперед или выталкивающие его вверх. Фаски образуются в завершающей фазе движения штихеля на себя, если ручка вскидывается вверх.
Дальнейшая доработка резца заключается в корректировке его важнейших рабочих углов.
Угол отрыва, обеспечивающий ход резца на заданной глубине и вывод его из металла в нужной точке, должен составлять для гравирования на плоскости приблизительно 4–5°. Он корректируется во время доводки режущей грани (см. рис. 6.24 и 6.26, позиция 1).
Читать дальшеИнтервал:
Закладка: