Михаил Ермаков - Основы дизайна. Художественная обработка металла. Учебное пособие

- Название:Основы дизайна. Художественная обработка металла. Учебное пособие
- Автор:
- Жанр:
- Издательство:ЛитераФорте
- Год:2014
- Город:М.
- ISBN:978-5-519-01717-6
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Михаил Ермаков - Основы дизайна. Художественная обработка металла. Учебное пособие краткое содержание
В учебном пособии, которое в странах СНГ и зарубежом является первым такого рода, изложены основы дизайна художественной обработки металла. Эволюция технологий обработки металла прослеживается в теснейшей взаимосвязи с архитектурой, скульптурой, изобразительным, декоративно-прикладным искусством, где художественная обработка металла находит самое широкое применение.
Подробно характеризуются разнообразные способы изготовления художественных изделий (проволока и листовой металл; ковка, дифовочные работы; чеканка, гравирование и иные работы), а также с оборудованием и инструментами для этих работ.
Книга сопровождается рисунками, эскизами и таблицами; на конкретных примерах описаны приемы работы в различных техниках декора.
Для учащихся системы СПО: ПТУ, колледжей (техникумов) художественного профиля, учебных комбинатов, мастеров художественных и ювелирных изделий. Может быть полезна для художников и мастеров, работающих в области декоративно-прикладного искусства, реставраторов, а также для профориентации учащихся общеобразовательных школ и ознакомления с технологией художественной обработки металлов любителями-металлистами, всех интересующихся с бесконечно разнообразным и таинственным миром металла, научиться и своими руками создавать различные поделки.
Основы дизайна. Художественная обработка металла. Учебное пособие - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Клеймадля букв и цифр изготавливают из стальной (У8А) заготовки при помощи штихелей, пуансонов («обработчиков»), напильников и надфилей. Прежде всего необходимо изготовить пуансон 1 (зэк), который имеет такую же форму, как и ударное клеймо с зеркальным изображением. Отличие такого пуансона в том, что изображение букв и цифр не рельефное, а углубленное и зеркальное.
Пунсоны изготовляют из стали У8А. на одном конце заготовки пуансона опиливают фаски под углом 30°, оставляя необходимый припуск на обработку, затем надфилями обрабатывают контур выступов внутри цифр и букв. Для контроля в процессе обработки пуансон необходимо периодически опробовать на алюминиевой пластинке.
Клейма используют для обработки различных материалов: стали, меди, сплавов, дерева и т. п. Для стали клейма изготовляют с острым контуром букв или цифр, для мягких сплавов – с притупленным контуром. При этом и скосы стенок клейм могут быть разными. Для клеймения твердых материалов угол конуса делают равным 60°, а для клеймения мягких материалов – 50°. Заготовку клейма центруют пуансоном и слегка ударяют по нему молотком. Полученную на заготовке клейма разметку внутреннего контура углубляют штихелем. Такой способ обработки облегчает и упрощает гравирование клейма (рис. 6.27).
Для облегчения и качественного выполнения сложных орнаментов в процессе гравирования детали применяют специальные клейма (рис. 6.27, а), с помощью которых выполняют отдельные элементы рисунка орнамента. На рисунке (6.27, б) изображена державка, в которой крепят одновременно два или четыре мелких клейма с изображением отдельных частей орнамента. Державка представляет собой цилиндрический боек 1 (оправку) с квадратным наконечником, на котором надета обойма 2. во внутренней части обоймы закреплены болтами 3 и 6 два квадратных клейма 4 и 5. Державку обоймы изготовляют из инструментальной стали 45 и термически обрабатывают до твердости HRC 40–45. Специальные клейма изготовляют тоже из инструментальной стали У8А. Заготовка имеет квадратную форму для того, чтобы удобнее было укладывать в обойму державки при вырезании штихелем и надфилем рисунка орнамента. Клейма, показанные на рис. 6.27, отличаются от обычных буквенных клейм тем, что рабочая часть, как внутреннего профиля орнамента, так и наружного контура обработана под углом 35°, а не 60°.
Подготовив пластинку, чертилкой намечают на ней линии, по которым будет нанесен рисунок орнамента. Клеймо с выбранным элементом орнамента приставляют к линии, и при легком ударе молотка орнамент переносится на гравируемую пластинку (рис. 6.28).
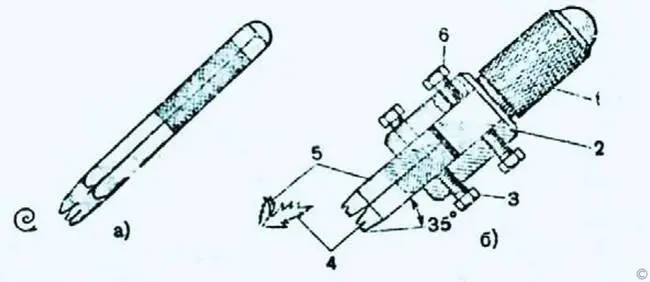
Рис. 6.27. Специальные клейма для высадки отдельных частей орнамента: а – одинарное клеймо; б – державка для набора клейм.

Рис. 6.28. Схема контурных линий средней сложности, применяемых при гравировании орнамента: а – штриховые сопряженные линии орнамента; б, в, г – контурные линии художественного орнамента.
Затем клейма (рис. 6.28, а и б) переставляют в другую часть рисунка и снова ударом по нему молотка производят высадку отдельной части орнамента до тех пор, пока не будет выполнен общий профиль орнамента (рис. 6.28, а). Прежде чем произвести высадку клеймами (см. рис. 6.28) сложных частей орнамента, например листьев дуба или украшений на изделиях, необходимо нанести карандашом тонкие штриховые сопряженные линии по всему контуру рисунка орнамента. После этого осторожно, чтобы не испортить рисунок, ставят клеймо под углом 90° и четким ударом молотка по клейму оставляют четкий рисунок орнамента на пластинке. Сделав одну часть рисунка, вынимают эти клейма из державки (см. рис. 6.28, б) и устанавливают другой набор клейм с рисунками (рис. 6.28, б, в). Такие же приемы используют и при получении кривых линий, сопряженных со спиральными линиями (рис. 6.28, г).
Молоток.Металлический молоток главный ударный инструмент для граверных работ. Он должен быть удобным и достаточно легким (80–100 г), с круглым сечением рабочей части и плоским или сферическим бойком (см. рис. 6.20, позиции 3–4).
Шабер.Для чистовой отделки металлических поверхностей и для удаления случайных порезов и царапин применяют шабер. Наиболее ходовые шаберы – трехгранные и четырехгранные. Их можно изготовить из аналогичных по форме напильников, сточив с рабочей части насечку и соответствующим образом заточив.
Рифель.В качестве вспомогательных инструментов гравер применяет напильники и надфили разных сечений с изогнутым полотном – это и есть рифели. Они применяются для удобства проникновения в труднодоступные места со сложной конфигурацией. Перед тем как придать надфилю задуманную форму, его накаляют на огне докрасна, затем дают медленно остыть и обматывают рабочую часть изолентой, чтобы при гибке не повредить насечку. Хвостовик надфиля зажимают в тисках и очень осторожно изгибают рабочую часть круглогубцами. Готовые рифели закаляют так же, как и клинки штихелей.
Лощильник (или гладилка).Этот инструмент предназначен для полирования отдельных участков металла, особенно после обработки их шабером. Рабочие части лощильников могут иметь разнообразные формы, облегчающие доступ в те или иные фигурные места. Рабочая часть лощильника должна быть тщательно отполирована. Удобные и надежные сферические лощильники можно сделать из шариков от подшипников качения. Шарик приваривают к стальному стержню, который затем насаживают на деревянную рукоятку.
Пуансоныи матики.применяются на завершающем этапе граверных работ. Изготовляют пуансоны из инструментальной стали квадратного сечения толщиной 6,7 и 10 мм. Длина таких прутков составляет соответственно 6,5, 8,5 и 10 см. рабочему концу пуансона придают легкую конусность, а на образовавшемся округлом торце гравируют некое законченное изображение. Это может быть буква, цифра, элемент геометрического изображния (круг, овал и др.). Или стилизованного цветочного (лепесток, листик, завиток) орнамента, а также елочек и всевозможных завитков. Рельефное изображение на рабочей части пуансона вырезает сам гравер. Изображение может быть нанесено позитивно (выпукло) или негативно (углубленно). Приставляя торец пуансона к необходимому участку поверхности, молотком наносят удар по его ударной части. В результате на поверхности получается позитивный или негативный отпечаток вырезанного на торце элемента. Чтобы металл инструментов податливей принимал сообщаемую им форму, желательно перед обработкой пуансоны отжечь, т. е. сделать отпуск, а затем закалить вновь. Применение пуансонов значительно облегчает труд гравера, сокращает срок отделывания мелких деталей изображения.
Читать дальшеИнтервал:
Закладка: