Михаил Михайлов - Обеспечение высокого качества литых заготовок современных сложнолегированных жаропрочных никелевых сплавов

- Название:Обеспечение высокого качества литых заготовок современных сложнолегированных жаропрочных никелевых сплавов
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:2022
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Михаил Михайлов - Обеспечение высокого качества литых заготовок современных сложнолегированных жаропрочных никелевых сплавов краткое содержание
В книге обобщенны результаты последних исследований и разработок новых рекомендаций по дегазации, рафинированию и модифицированию сплавов, связанных с усложнением состава никелевых жаропрочных сплавов третьего-пятого поколений. Еще одним важным разделом книги является обобщение и развитие работ, направленных на почти 100%-ное использование отходов при производстве никелевых жаропрочных сплавов, стоимость которых возросла в несколько раз.
Выпущенная книга представляет интерес для технологов авиационно-космической и судостроительной отраслей производства, энергетики и других предприятий промышленности, а также может быть рекомендована студентам, магистрам и аспирантам.
Обеспечение высокого качества литых заготовок современных сложнолегированных жаропрочных никелевых сплавов - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
В случае снижения суммарного содержания газов (кислорода и азота) в жаропрочном сплаве для монокристаллического литья с 0,005 до 0,002 % его долговечность при испытании на длительную прочность увеличивается в 1,5–2,0 раза; снижение содержания углерода в этом сплаве с 0,02 до 0,005 % позволяет увеличить его долговечностьв 2–3 раза. Отрицательное влияние серы, кроме образования в сплаве сульфидов, проявляется также в том, что с увеличением её содержания в металле с 0,0005 до 0,0020 % температура локального плавления сплава снижается с 1375 до 1330 °С,т. е. рабочая температура сплава понижается на 45 °С [5].
В отличие от жаропрочных сплавов, отливаемых методом равноосной кристаллизации, при которой имеет место объёмная кристаллизация и, соответственно, большая протяжённость границ зёрен, при получении монокристаллических отливок, в которых границы зёрен отсутствуют, кристаллизация расплава происходит однонаправленно – в направлении теплового потока; при этом примеси концентрируются перед плоским фронтом кристаллизации и нарушают его устойчивость, что приводит к появлению дефектов в монокристалле [11].
Таким образом, жаропрочные сплавы с монокристаллической структурой более чувствительны к примесям, чем сплавы с равноосной структурой, что связано с особенностями их структурообразования.
Большой интерес представляет механизм удаления водорода и азота из жидкого металла. При рассмотрении выделения из жидкого металла в вакууме необходимо учитывать газовыделение через стенки тигля.
В работе [2] представлена следующая схема удаления водорода и азота из жидкого металла:
1.Перенос растворённых атомов азота или водорода в объёме жидкого металла, включающий массопередачу, благодаря конвективным потокам и диффузии через непромешиваемый слой на границе раздела фаз. Перенос атомов азота и водорода осуществляется из объёма металла к границам раздела: металл – футеровка, металл – газовая атмосфера над металлом, металл – газовые пузырьки, находящиеся в металле.
2.Адсорбция атомов азота и водорода в поверхностном слое:
[Н] → Н адс; [N] → N aдc.
3.Рекомбинация адсорбированных атомов азота и водорода на поверхности раздела в газовые молекулы по реакции:
Н адс + Н адс = Н 2адс; N адс + N адс = N 2адс.
4.Десорбция газовых молекул.
5.Отвод молекулярного азота и водорода в газовую фазу, в т. ч. всплывание пузырьков в металле, отвод газа от поверхности металла в результате работы вакуумных насосов.
Повышение температуры и понижение давления в печи значительно ускоряют процесс дегазации и обеспечивают достижение более низких остаточных содержаний водорода и азота.
Более низкое значение скорости дегазации в алундовом тигле по сравнению с магнезитовым объясняется тем, что алундовый тигель более плотный, дегазация идёт преимущественно с поверхности ванны, в то время как при плавке в магнезитовом тигле газ может уходить и через его стенки.
Необходимо считаться и с тем, что наличие в металле хрома, ванадия, ниобия, титана понижает коэффициент активности азота в расплаве и тем самым прочнее связывает азот в растворе. С другой стороны, присутствие углерода и кремния повышает активность азота и способствует его удалению. Удалению азота мешает также и то, что он обладает низким коэффициентом диффузии по сравнению с водородом (D N = l – 4 · 10 -4см 2/сек).
Удаление азота может происходить как путём образования и всплывания пузырьков, так и выделением при помощи конвективного переноса в газовую фазу. С повышением температуры процесс деазотации значительно ускоряется [2].
Ранее указывалось [4], что в сплаве ЖС30-ВИ при повышенном содержании азота (> 0,001 %) образуются карбидные включения округлой или полиэдрической формы, а при низком содержании азота (0,0006–0,0008 %) возникают игольчатые, вытянутые карбиды в виде «китайских иероглифов». В первом случае отмечался повышенный брак монокристаллических лопаток, отливаемых из такого металла, по макроструктуре (образование равноосных зёрен в монокристалле). При повышенной загрязнённости металла азотом образующиеся включения становятся центрами произвольной кристаллизации и нарушают естественный рост монокристаллов [11].
В этом исследовании изучалось влияние азота на структуру монокристаллов жаропрочных никелевых сплавов и разработаны эффективные способы рафинирования расплава от примеси азота в условиях вакуумной индукционной плавки.
Реакция деазотации относится к гетерогенным и происходит на границе раздела металл – газ. Уравнение скорости удаления азота из расплава будет иметь вид:

где S рас – площадь поверхности расплава; V рас – объём расплава; В – константа; С ри С – равновесная и текущая константа соответственно; 0 – доля площади поверхности, заблокированная поверхностно-активными элементами (ПАЭ); D – коэффициент диффузии (D = D мол + D турб, где D мол – молекулярная диффузия; D турб – турбулентная диффузия); ν – кинематическая вязкость.
Из уравнения следует, что скорость деазотации может быть увеличена путём более интенсивного перемешивания расплава, увеличения поверхности раздела, металл – газ, уменьшения величины Ѳ (за счёт раскисления и десульфурации расплава), а также увеличения коэффициента D моли уменьшения ν (путём повышения температуры расплава).
Кроме того, повышение температуры расплава облегчает диссоциацию нитридных и карбонитридных включений в условиях вакуума.
Исследовано влияние температуры расплава на полноту удаления из него азота в условиях вакуумной индукционной плавки в сплаве ЖС30-ВИ.
На рис. 5 показано, что с повышением температуры расплава с 1620 до 1680 °С высота пиков падения вакуума в печи увеличивается, что свидетельствует о более интенсивном газовыделении при температуре расплава 1680 °С. При температуре расплава 1560 °С пиков падения вакуума не наблюдается.
На рис. 6 приведено изменение содержания азота в сплаве ЖС30-ВИ во время рафинирования расплава при разных температурах. Видно, что при температурах расплава 1560 и 1620 °С азот удалился незначительно (до 0,003 %), и только после рафинирования при температуре расплава 1680 °С его содержание понизилось до 0,0007 %. Содержание газов в металле определяли на анализаторе ТСН 600 фирмы Leco.
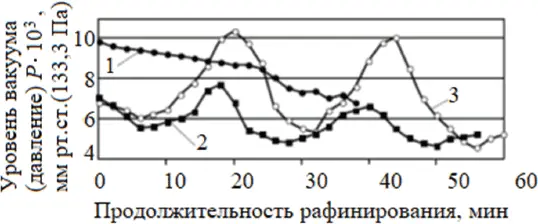
Рис. 5. Изменение уровня вакуума при проведении плавок сплава ЖС30-ВИ с различной термовременной обработкой расплава: 1620 °С (1), 1600 °С (2) и 1680 °С (3)
Читать дальшеИнтервал:
Закладка: