Михаил Михайлов - Обеспечение высокого качества литых заготовок современных сложнолегированных жаропрочных никелевых сплавов

- Название:Обеспечение высокого качества литых заготовок современных сложнолегированных жаропрочных никелевых сплавов
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:2022
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Михаил Михайлов - Обеспечение высокого качества литых заготовок современных сложнолегированных жаропрочных никелевых сплавов краткое содержание
В книге обобщенны результаты последних исследований и разработок новых рекомендаций по дегазации, рафинированию и модифицированию сплавов, связанных с усложнением состава никелевых жаропрочных сплавов третьего-пятого поколений. Еще одним важным разделом книги является обобщение и развитие работ, направленных на почти 100%-ное использование отходов при производстве никелевых жаропрочных сплавов, стоимость которых возросла в несколько раз.
Выпущенная книга представляет интерес для технологов авиационно-космической и судостроительной отраслей производства, энергетики и других предприятий промышленности, а также может быть рекомендована студентам, магистрам и аспирантам.
Обеспечение высокого качества литых заготовок современных сложнолегированных жаропрочных никелевых сплавов - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
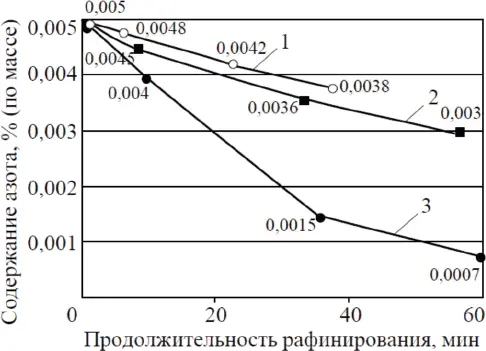
Рис. 6. Изменение содержания азота в сплаве ЖС30-ВИ во время рафинирования расплава при температурах 1560 (1), 1620 (2) и 1680 °С (3)
Для подтверждения полученных результатов в условиях промышленного производства сплава ЖС30-ВИ в вакуумной индукционной печи ИСВ 0,6 с ёмкостью тигля 600 кг было сделано пять плавок данного сплава.
Из металла всех плавок в условиях моторостроительного завода отлиты лопатки с монокристаллической структурой с кристаллографической ориентацией <001>. При проведении контроля макроструктуры лопаток установлено, что если содержание азота в металле составляет < 0,001 % (по массе), то брак лопаток по макроструктуре незначителен; если же содержание азота > 0,001 % (по массе), то отмечался повышенный брак монокристаллических лопаток по макроструктуре – образование в них равноосных зёрен.
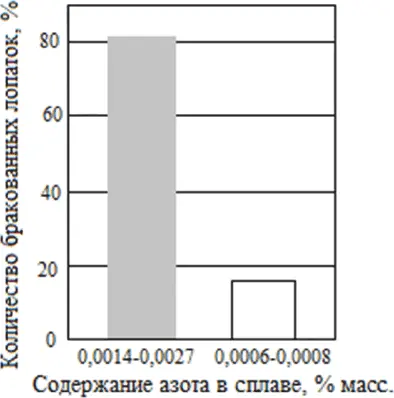
Рис. 7. Количество бракованных лопаток по макроструктуре в зависимости от содержания азота в сплаве ЖС30-ВИ
На рис. 7 приведены статистические данные моторостроительного завода по количеству бракованных по макроструктуре лопаток из сплава ЖС30-ВИ, отлитых с монокристаллической структурой из металла с высоким и низким содержанием азота; при содержании в сплаве > 0,001 % азота (фактически 0,014–0,027 %) бракованных лопаток оказалось > 80 %, в то время как при содержании азота < 0,001 % (фактически 0,0006–0,0008 %) таких лопаток всего 15 %.
Микроструктуру образцов всех плавок исследовали на оптическом микроскопе Axio Imager. В образцах с высоким содержанием азота наблюдались карбидные и карбонитридные включения в виде частиц округлой и полиэдрической морфологии. Следует отметить, что значительное их количество располагалось не в междендритных областях, а непосредственно в осях дендритов 2-го порядка.
Это свидетельствует об их образовании одновременно с формированием дендритной матрицы основного твёрдого раствора или даже о том, что эти частицы выделялись из расплава как первичные.
Выделение таких частиц в верхней части жидко-твёрдой зоны при формировании монокристалла методом направленной кристаллизации приводит к образованию посторонних кристаллов, поскольку эти частицы являются центрами образования зародышей таких кристаллов в температурной области, где ещё не закончилось формирование дендритного каркаса растущего монокристалла.
В образцах с низким содержанием азота карбидные выделения имеют вытянутую шрифтовую морфологию в виде «китайских иероглифов» и располагаются строго в междендритных областях. Выделений карбидов в осях дендритов не обнаружено. Таким образом, для обеспечения высокой технологичности сплава ЖС30-ВИ при получении монокристаллов с высоким выходом годного необходимо обеспечивать содержание азота в металле на уровне < 0,001 % (по массе).
Полученные в работе результаты можно распространить и на другие литейные жаропрочные сплавы, отливаемые с монокристаллической структурой методом направленной кристаллизации.
При выплавке металла в вакуумных печах, в условиях недостаточно высокого вакуума, не происходит заметного удаления серы. Для существенного снижения концентрации серы путём испарения необходимо проводить плавку при остаточном давлении ниже 0,1 н/м 2(0,001 мм рт. ст.) и выдерживать жидкий металл длительное время. При исходном содержании серы около 0,02 % после трёхчасовой выдержки металла в вакуумной индукционной печи при остаточном давлении 10 -3н/м 2(10 -5мм рт. ст.) концентрация её снижается до 0,01 % [12].
Для уменьшения содержания серы в металле необходимо применять шлаковые смеси. Наилучшие результаты даёт использование смеси, состоящей из 90 % СаО и 10 % CaF 2в зёрнах размером 2–5 мм, которую загружают на дно тигля под слой шихты [13].
Применение шлакообразующих в вакуумных процессах позволяет значительно облегчить процесс десульфурации сплава. В работе [14] стенки тигля вакуумной индукционной печи обмазывали пастой из свежегашёной извести. После плавки при давлении 0,25 н/м 2(0,002 мм рт. ст.) содержание серы снизилось с 0,03 до 0,002–0,003 %.
Использование шлаковых смесей открывает перспективу значительного повышения эффективности десульфурации в вакууме. При прочих равных условиях (температура, состав шлака, содержание углерода в металле) понижение давления должно вызывать смещение равновесия реакции в направлении возрастания величины L S(характеризующей долю серы, перешедшей из металла в шлак), и поэтому удаление серы в вакууме должно протекать с большей полнотой, чем при атмосферном давлении.
В плавках, проведённых в вакуумной индукционной печи с добавками шлака на дно тигля, по сравнению с плавками, проведёнными при атмосферном давлении, особенно в случае низкоуглеродистых или безуглеродистых никелевых сплавов, сера удаляется значительно полнее [2].
Сера в никелевых жаропрочных сплавах является вредной примесью. Поэтому одна из целей рафинирования – полное (почти полное) удаление этого элемента в процессе выплавки. В работе [3] отмечается, что при содержании в сплаве серы свыше 1 ppm ухудшается адгезия защитного покрытия к основному металлу из-за диффузии серы в покрытие. При этом снижаются надёжность и ресурс работы защитного покрытия на деталях двигателя. В связи с этим вопросы эффективного глубокого рафинирования сплавов от примеси серы приобретают первостепенное значение.
Наиболее эффективным способом удаления серы из металла при плавке в вакууме является применение шлаковых смесей на основе оксида кальция.
Авторами [3] установлено, что при обработке расплава сложнолегированного жаропрочного сплава ЖСбУ в вакуумной индукционной печи высокоосновными шлаковыми смесями содержание серы в сплаве снижается, но при этом из шлака восстанавливается кальций, отрицательно влияющий на длительную прочность сплава. Поэтому повышение жаропрочных свойств сплава может быть достигнуто только при одновременном осуществлении двух процессов: глубокой десульфурации расплава путём применения шлаков на основе оксида кальция и полном удалении из расплава избыточного кальция как продукта реакции десульфурации.
Результаты комплексного решения проблемы удаления серы из никелевого жаропрочного сплава и при этом обеспечения отсутствия в его составе остаточного кальция приведены в работе [15]. Был исследован одностадийный процесс десульфурации сплава ЖСбУ-ВИ, предусматривающий ввод металлического кальция непосредственно при плавке сплава. Кальций в количестве 0,30 % присаживали или в тигель вместе с шихтой, или перед выпуском под давлением аргона 20 кПа. В случае присадки кальция в тигель вместе с шихтой и проведения всего технологического процесса под вакуумом остаточное содержание кальция в готовом металле после порционного переплава составляет менее 0,001 %, т. е. следы. Долговечность сплава ЖСбУ-ВИ, в котором имеется остаточный кальций, низкая, в то время как металл, не содержащий остаточный кальций, отличается весьма высоким уровнем долговечности, который в 1,5–2,0 раза выше, чем у металла, выплавленного по традиционной технологии.
Читать дальшеИнтервал:
Закладка: