Юрий Подольский - Сварочные работы. Электродуговая. Газовая. Холодная. Термитная. Контактная сварка

- Название:Сварочные работы. Электродуговая. Газовая. Холодная. Термитная. Контактная сварка
- Автор:
- Жанр:
- Издательство:Array Литагент «Клуб семейного досуга»
- Год:2013
- Город:Белгород
- ISBN:978-5-9910-2697-0,978-966-14-6454-3
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Юрий Подольский - Сварочные работы. Электродуговая. Газовая. Холодная. Термитная. Контактная сварка краткое содержание
ки безопасности при сварочных работах. Кроме того, мастера-любители
смогут само
стоятельно изготовить современный сварочный аппарат по приведенным в
книге расчетам.
Сварочные работы. Электродуговая. Газовая. Холодная. Термитная. Контактная сварка - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Большинство моделей сварочных аппаратов работают при напряжении в пределах 220 В ±10 %, т. е. до 198 В. Некоторые модели устойчиво работают при падении напряжения до 20 % (176 В). Это имеет большое значение для районов с пониженным напряжением в сети. Кроме того, следует уточнить электропитание на территории, где предстоит работать: однофазное (220 В) или трехфазное (380 В).
В зависимости от вида и толщины металла, с которым придется работать, определяется вид и мощность сварочного аппарата (и, соответственно, его стоимость).
Если работать предстоит на высоте, постоянно перемещать сварочный аппарат, лучше всего приобретать легкие и небольшие аппараты.
Если всё это не важно, лучше выбрать аппарат с большим количеством возможностей.
Сварочные электроды
Сварочный электрод– это металлический или неметаллический стержень, предназначенный для подвода тока к свариваемому изделию. Электроды бывают двух типов:
– плавящиеся, выполненные обычно из того же или сходного со свариваемым изделием металла;
– неплавящиеся, которые, в свою очередь, могут быть металлическими (обычно вольфрам) или неметаллическими (уголь или графит).
Ввиду широкого распространения сварки по технологии ММА, наибольшее распространение получили плавящиеся металлические электроды. Электроды для ручной дуговой сварки представляют собой металлический стержень, на поверхность которого методом окунания или опрессовкой под давлением наносится покрытие (обмазка) определенного состава и толщины (рис. 20).
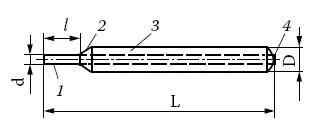
Рис. 20. Сварочный плавящийся электрод с покрытием:
1– стержень; 2– участок перехода; 3– покрытие; 4– контактный торец без покрытия; d– номинальный диаметр сварочной проволоки; D– внешний диаметр покрытия; l– длина зачищенного от покрытия конца; L– номинальная длина электрода
Металлический стержень электрода выполняется из проволоки ∅1,6—12 мм. Электродная проволока по химическому составу делится на три группы:
1 – с содержанием углерода не более 0,12 %, предназначена для сварки низкоуглеродистых, среднеуглеродистых, а также некоторых низколегированных сталей. Малое содержание углерода в сварочной проволоке снижает склонность металла шва к пористости и образованию твердых закалочных структур;
2 – легированная, предназначенная для сварки низколегированных, конструкционных и теплостойких сталей;
3 – высоколегированная, предназначенная для сварки хромистых, хромоникелевых, нержавеющих и других легированных сталей.
В зависимости от отношения диаметров покрытия и электродной проволоки ( D/ d) электроды по толщине покрытия подразделяются на 4 типа:
М – электроды с тонким покрытием D /d≤ 1,2;
С – электроды со средним покрытием 1,2 ≤ D /d< 1,45;
Д – электроды с толстым покрытием 1,45 ≤ D /d< 1,8;
Г – электроды с особо толстым покрытием D /d> 1,8.
 Наиболее простое тонкое покрытие изготавливают из мелко просеянного мела, разведенного на жидком стекле. На 100 весовых частей мела берется 25–30 весовых частей жидкого стекла. Полученная смесь размешивается в воде до получения сметанообразного состояния. Покрытие наносится на электродную проволоку окунанием, с последующей сушкой при температуре 30–40 °C.
Наиболее простое тонкое покрытие изготавливают из мелко просеянного мела, разведенного на жидком стекле. На 100 весовых частей мела берется 25–30 весовых частей жидкого стекла. Полученная смесь размешивается в воде до получения сметанообразного состояния. Покрытие наносится на электродную проволоку окунанием, с последующей сушкой при температуре 30–40 °C.
Тонкое покрытие предназначено только для стабилизации горения дуги и не создает защиты для расплавленного металла шва, что приводит к окислению и азотированию наплавленного металла. Такие электроды не используют при выполнении ответственных работ, так как сварочный шов получается хрупким, пористым, с различными неметаллическими включениями.
Сварные соединения высокого качества выполняют электродами со средним, толстым и особо толстым покрытием. Кроме стабилизации горения дуги эти покрытия способны выполнять еще ряд функций: защищать расплавленный металл шва от воздействия кислорода и азота воздуха; раскислять окислы, образующиеся в процессе сварки; изменять состав наплавляемого металла, вводя в него легирующие примеси; удалять серу и фосфор из расплавленного металла шва. Такие покрытия образовывают шлаковую корку поверх металла шва.
Для выполнения перечисленных функций покрытие электрода содержит следующие компоненты:
– ионизирующие вещества, облегчающие возбуждение сварочной дуги и поддерживающие ее стабильное горение (мел, мрамор, поташ, полевой шпат и т. п.);
– вещества, защищающие сварочную ванну от воздействия кислорода и азота воздуха (крахмал, древесная мука, целлюлоза и т. п.). При сварке они разлагаются и сгорают, выделяя большое количество защитных газов;
– раскислители, которые обладают большим сродством к кислороду и поэтому восстанавливают металл шва, улучшая его качество (ферросплавы, алюминий, графит и т. п.);
– легирующие вещества (ферромарганец, ферросилиций, феррохром, ферротитан), позволяющие улучшить свойства сварочного шва;
– шлакообразующие вещества образуют шлак, который, затвердевая на поверхности шва, препятствует его быстрому охлаждению, а также защищает от воздействия атмосферы (полевой шпат, кварц, мрамор, рутил, марганцевая руда и т. п.);
– связующие вещества, предназначенные для замешивания всех компонентов покрытия, а также для удержания покрытия на электроде и придания ему достаточной механической прочности после сушки. Обычно в качестве связующего вещества используют жидкое стекло, реже применяют декстрин.
Для увеличения количества наплавляемого металла в единицу времени в электродные покрытия иногда вводят железный порошок. Это улучшает технологические свойства электродов: облегчает повторное зажигание дуги, уменьшает скорость охлаждения наплавленного металла, что благоприятно сказывается при сварке в условиях низких температур.
 Более качественные сварные швы дают электроды с покрытием, основой которого является титановый концентрат.
Более качественные сварные швы дают электроды с покрытием, основой которого является титановый концентрат.
Ка чественные покрытия разделяют на четыре основные группы:
А – кислые покрытия , содержащие руды в виде окиси железа, марганца, кремния, иногда титана;
Б – основные покрытия , имеющие в качестве основы фтористый кальций и карбонад кальция. Сварку электродами с основным покрытием осуществляют на постоянном токе и обратной полярности. Вследствие малой склонности металла к образованию кристаллизационных и холодных трещин электроды с этим покрытием используют для сварки больших сечений;
Читать дальшеИнтервал:
Закладка: