Юрий Подольский - Сварочные работы. Электродуговая. Газовая. Холодная. Термитная. Контактная сварка

- Название:Сварочные работы. Электродуговая. Газовая. Холодная. Термитная. Контактная сварка
- Автор:
- Жанр:
- Издательство:Array Литагент «Клуб семейного досуга»
- Год:2013
- Город:Белгород
- ISBN:978-5-9910-2697-0,978-966-14-6454-3
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Юрий Подольский - Сварочные работы. Электродуговая. Газовая. Холодная. Термитная. Контактная сварка краткое содержание
ки безопасности при сварочных работах. Кроме того, мастера-любители
смогут само
стоятельно изготовить современный сварочный аппарат по приведенным в
книге расчетам.
Сварочные работы. Электродуговая. Газовая. Холодная. Термитная. Контактная сварка - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
При этом следует учитывать влияние силы сварочного тока, напряжения дуги и скорости сварки на форму и размеры шва. С увеличением сварочного тока глубина провара увеличивается, а ширина шва почти не изменяется.
С повышением напряжения ширина шва резко увеличивается, а глубина провара уменьшается. Это важно учитывать при сварке тонкого металла. Несколько уменьшается и выпуклость шва.
При одном и том же напряжении ширина шва при сварке на постоянном токе (особенно обратной полярности) значительно больше, чем ширина шва при сварке на переменном токе.
С увеличением скорости сварки сначала глубина провара возрастает (до 40–60 м/ч), а затем уменьшается. При этом ширина шва уменьшается постоянно. При скорости более 70–80 м/ч основной металл не успевает прогреваться, и по обеим сторонам шва возможны подрезы.
Техника выполнения сварных швов
Зажигать дугу можно двумя способами. Применение того или иного способа зажигания дуги (как, впрочем, и качество сварного шва) зависит от условий сварки и практических навыков сварщика.
При одном способе электрод приближают перпендикулярно к поверхности изделия до касания металла и быстро отводят вверх на необходимую длину дуги. Прикосновение электрода к изделию должно быть кратковременным, иначе он приварится к изделию («прилипнет»). Отрывать «прилипший» электрод следует резким поворачиванием его вправо и влево.
При другом способе электродом вскользь «чиркают», как спичкой, по поверхности металла. Чиркать надо в направлении сварки, чтобы не оставлять лишних следов. Если электрод «прилип», скорее всего, его обмазка повреждена. В этом случае надо сжечь выступающий из-под обмазки край электрода.
После возбуждения дуги электрод должен выдерживаться некоторое время в точке начала наплавки, пока не сформируется сварной шов и не произойдет расплавление основного металла. Сварочная ванна сначала будет маленькой, потом становится больше. В таком состоянии ее и надо удерживать. При этом не надо прямо смотреть на слепящую дугу. Сфокусируйтесь на зоне дальше дымящихся искр, на расплавленной ванне за электродом.
Очень важно научиться удерживать постоянную длину дуги, т. е. зазор между концом электрода и основным металлом во время продвижения по шву. Длина дуги значительно влияет на качество сварки и зависит от марки и диаметра электрода, пространственного положения сварки, разделки свариваемых кромок и т. п. Нормальной длина дуги считается в пределах 0,5–1,1 диаметра электрода. Показателями оптимальной длины дуги является резкий потрескивающий звук, ровный перенос капель металла через дуговой промежуток, малое разбрызгивание.
Короткая дуга горит устойчиво и спокойно. Она обеспечивает получение высококачественного шва, так как расплавленный металл электрода быстро проходит дуговой промежуток и меньше подвергается окислению и азотированию. При использовании тонкообмазанных электродов короткая дуга обеспечивает наилучшее качество сварки. Но слишком короткая дуга может вызывать «прилипание» электрода, дуга прерывается, нарушается процесс сварки.
Длин ная дуга горит неустойчиво с характерным шипением. Глубина проплавления недостаточная, расплавленный металл электрода разбрызгивается и больше окисляется и азотируется. Шов получается бесформенным, а металл шва содержит большое количество оксидов.
 Чем лучше вы управляете длиной дуги, тем лучше будете варить. Помните, что интенсивная дуга отталкивает ванну и глубоко прогревает металл. При сварке надо следить, чтобы шов был на уровне свариваемой поверхности.
Чем лучше вы управляете длиной дуги, тем лучше будете варить. Помните, что интенсивная дуга отталкивает ванну и глубоко прогревает металл. При сварке надо следить, чтобы шов был на уровне свариваемой поверхности.
Выбор длины дуги зависит от типа электрода и положения в пространстве изделия при сварке. При использовании тонкообмазанных электродов длина дуги должна быть минимально короткой, не более диаметра электрода. При шлакообразующих или газообразующих электродах длина дуги может быть от 3 до 5 мм.
В зависимости от длины дуги меняется и напряжение в дуге. При длине дуги до 1,5 мм оно составляет 15–18 В, при длине дуги от 3 до 5 мм – до 22 В и даже 40 В.
Выбирая ту или иную длину дуги, приходится учитывать положение свариваемого изделия. Вертикальная и потолочная сварки требуют более короткой дуги, чем при положении изделия, требующем нижней сварки.
В процессе сварки электрод постоянно находится в движении. Сварщик сообщает ему следующие движения (рис. 22, а):
1 – поступательное по оси электрода в сторону сварочной ванны (вследствие расплавления электрода), при этом для сохранения постоянства длины дуги скорость движения должна соответствовать скорости плавления электрода;
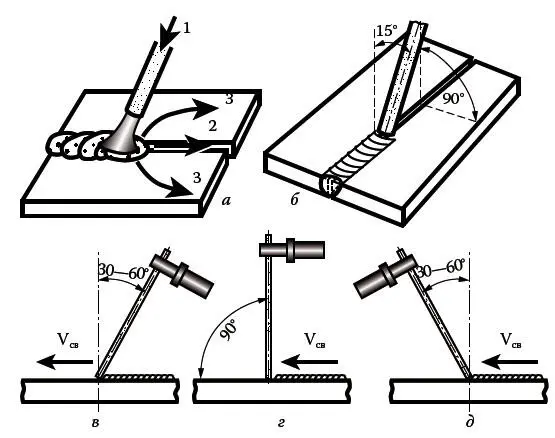
Рис. 22.Перемещения электрода при сварке:
а — направления движения; б — угол наклона в горизонтальной и вертикальной плоскости; в — сварка «углом вперед»; г – сварка под прямым углом; д – сварка «углом назад»
2 – перемещение вдоль линии свариваемого шва, которое называют скоростью сварки; скорость этого движения устанавливается в зависимости от тока, диаметра электрода, скорости его плавления, вида шва и других факторов;
3 – перемещение электрода поперек шва для получения так называемого уширенного валика – шва шире, чем ниточный сварной валик, получаемый при прямолинейном движении. Этими движениями за один проход получают шов шириной до четырех диаметров электрода.
 Сварной шов, образованный в результате двух движений торца электрода – поступательного и вдоль линии шва, называют «ниточным». Его ширина при оптимальной скорости сварки составляет (0,8–1,5) d э . Ниточным швом заполняют корень шва при многослойной сварке, сваривают тонкие заготовки, выполняют наплавочные работы и производят подварку подрезов.
Сварной шов, образованный в результате двух движений торца электрода – поступательного и вдоль линии шва, называют «ниточным». Его ширина при оптимальной скорости сварки составляет (0,8–1,5) d э . Ниточным швом заполняют корень шва при многослойной сварке, сваривают тонкие заготовки, выполняют наплавочные работы и производят подварку подрезов.
Задача сварочного процесса – прогреть основной металл до расплавления, формируя сварочную ванну. Если ток мал, то металл не прогреется должным образом и сварочная ванна будет «бегать» за электродом. Если тока много, то основной металл будет слишком горячим, дуга будет прожигать металл, отталкивая его назад. Когда ток нормальный, ванна растекается по поверхности, ее внешние края тонкие. Движением электрода можно расширять и передвигать ванну.
В зависимости от ситуации установки тока могут меняться. Толстый металл рассеивает тепло, поэтому нужен больший ток. Тонкий металл расплавится быстро, поэтому тока надо меньше. Точные установки тока зависят от поведения ванны, а начинать надо с рекомендованных установок.
Читать дальшеИнтервал:
Закладка: