Юрий Подольский - Сварочные работы. Электродуговая. Газовая. Холодная. Термитная. Контактная сварка

- Название:Сварочные работы. Электродуговая. Газовая. Холодная. Термитная. Контактная сварка
- Автор:
- Жанр:
- Издательство:Array Литагент «Клуб семейного досуга»
- Год:2013
- Город:Белгород
- ISBN:978-5-9910-2697-0,978-966-14-6454-3
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Юрий Подольский - Сварочные работы. Электродуговая. Газовая. Холодная. Термитная. Контактная сварка краткое содержание
ки безопасности при сварочных работах. Кроме того, мастера-любители
смогут само
стоятельно изготовить современный сварочный аппарат по приведенным в
книге расчетам.
Сварочные работы. Электродуговая. Газовая. Холодная. Термитная. Контактная сварка - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Но не бойтесь увеличивать или уменьшать ток. Огромное значение для качества шва имеет скорость перемещения дуги. Сварка зависит от температуры основного металла, поэтому нельзя говорить о токе без учета скорости сварки. Двигаем электрод быстрее – меньше тепла поступает в основной металл. Если двигать электрод слишком быстро, металл не будет прогрет, шов будет непроплавленным, узким, с малой выпуклостью, с крупными чешуйками наверху. Если двигаемся слишком медленно, тепла поступает больше, металл слишком сильно прогревается, ванна расплывается и становится трудно управляемой. Сварной валик становится слишком выпуклым, шов – неровным по форме, с наплывами по краям. Вследствие чрезмерно большого ввода теплоты дуги в основной металл часто образуется прожог, и расплавленный металл вытекает из сварочной ванны. В некоторых случаях, например при сварке на спуск, образование под дугой жидкой прослойки из расплавленного электродного металла повышенной толщины, наоборот, может привести к образованию непроваров.
На тонком металле глубокий провар тем более не нужен. Чем тоньше металл, тем быстрее надо двигаться. Можно применить такую технику: расплавить основной металл, затем длинной дугой охладить его и плавить снова. Этот метод можно использовать и для заполнения зазоров в плохо подогнанных соединениях. Двигайте электрод в глубь зазора, потом отводите, чтобы остудить ванну, и так постепенно заполняйте шов. Это же движение используется и при заполнении многослойного шва.
Когда скорость перемещения соответствует току, ванна растекается, но остается управляемой, ее края тонкие и шов одинаковой толщины. Когда вы научитесь хорошо управлять электродом, то сможете поставить чуть больший ток и увеличить скорость сварки. Больший ток обеспечит лучшее проплавление и более гладкий шов в итоге, но контролировать ванну при этом труднее.
Сварка осуществляется в направлении как слева направо, так и справа налево, от себя и на себя. При этом положение электрода может быть «углом вперед», «углом назад» и «под прямым углом» (рис. 22, в – д). Конечно, у каждого сварщика есть излюбленная манера держать электрод, к которой он привык и использует в большинстве случаев. Но как правило, положение «углом вперед» используется чаще всего для сварки горизонтальных, вертикальных, потолочных швов, сварки неповоротных стыков труб и т. д. При сварке таким методом уменьшается глубина провара и высота выпуклости шва, но заметно возрастает его ширина, что позволяет сваривать металл небольшой толщины. Лучше проплавляются кромки, поэтому возможна сварка на повышенных скоростях.
Под прямым углом электрод держат обычно при необходимости варить в труднодоступных местах, а также при потолочной сварке.
Сварка «углом назад» предпочтительна при работе с угловыми и стыковыми соединениями. Она позволяет увеличить глубину провара и высоту выпуклости, но при том уменьшается ширина шва. Прогрев кромок недостаточен, поэтому возможны несплавления и образование пор.
Кроме движений вдоль и в глубь шва перемещать электрод приходится чаще всего и поперек шва. Глубина проплавления основного металла и формирование шва главным образом зависят от вида этих поперечных колебаний, которые обычно совершают с постоянными частотой и амплитудой относительно оси шва (рис. 23). Траектория движения конца электрода зависит от пространственного положения сварки, разделки кромок и навыков сварщика. При сварке с поперечными колебаниями получают уширенный валик, а форма проплавления зависит от траектории поперечных колебаний конца электрода, т. е. от условий ввода теплоты дуги в основной металл.
Зигзагообразные прямые движения по ломаной линии (рис. 23, а, к) применяют для получения наплавочных валиков при сварке встык без скоса кромок в нижнем положении и если нет вероятности прожечь деталь. Чтобы не произошло прогара, смотрите на верхний край сварочной ванны каждый раз, когда меняете направление.
Движения полумесяцем вперед (рис. 23, б) применяют для стыковых швов со скосом кромок и для угловых швов с катетом менее 6 мм, выполняемых в любом положении электродами диаметром до 4 мм.
Такие же движения полумесяцем назад используют для сварки в нижнем положении, а также для вертикальных и потолочных швов с выпуклой наружной поверхностью. При необходимости усилить прогрев свариваемых кромок на краях зигзагов электрод слегка придерживают (рис. 23, в).
Движения треугольником (рис. 23, д) применяют для угловых швов с катетом более 6 мм и стыковых швов со скосом кромок в любом пространственном положении. Дает хороший провар корня шва. Для сварки толстостенных конструкций с гарантированным проплавлением корневого участка в корне шва электрод задерживают.
Петлеобразные и круговые движения (рис. 23, е – и, л) используют для усиленного прогревания кромок шва, особенно при сварке высоколегированных сталей. Электрод задерживают на краях, чтобы не было прожога в центре шва или вытекания металла при сварке вертикальных швов. Во время круговых движений при поперечном перемещении электрода смотрите поверх «мостика» – границы ванны и шлака, потом на другую сторону и распределяйте ванну по кругу.
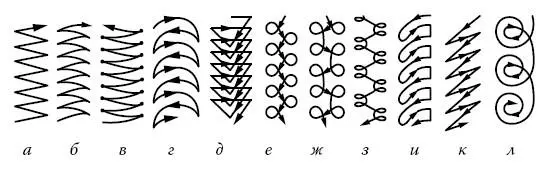
Рис. 23.Основные виды траекторий поперечных движений рабочего конца электрода при слабом ( а – б), усиленном ( в – з) прогреве свариваемых кромок; усиленном прогреве одной кромки ( и – к); прогреве корня шва ( л)
Нужно понимать, что расплавленная ванна следует за теплом. Когда вы передвигаете электрод вдоль линии сварки, присадочный металл электрода движется позади. Если металла вокруг недостаточно, вы оставляете подрезы. Подрез – это пустое место – канавка на краю шва ниже уровня металла (см. рис. 8, в). Чтобы избежать этого, надо контролировать границы ванны, утоньшая ее на поверхности.
Манипулировать ванной позволяет сила сварочной дуги. Когда электрод стоит вертикально, дуга давит на ванну вниз. Это приводит к глубокому проплавлению основного металла и равномерно распространяет ванну вокруг кратера. Чем ближе к перпендикуляру по отношению к поверхности металла расположен электрод, тем менее выпуклым будет шов (рис. 24, а). Наклоняя электрод, мы отталкиваем ванну, а шов начнет подниматься – всплывать. Чем больше мы наклоняем электрод, тем шов выпуклее (рис. 24, б).
Но здесь следует быть осторожным: если наклон слишком велик, дуга будет давить в направлении шва, делая ванну трудно управляемой. Поэтому используются разные углы наклона электрода.
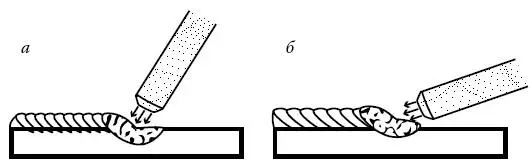
Рис. 24. Манипулирование сварочной ванной с помощью силы дуги:
Читать дальшеИнтервал:
Закладка: