Юрий Подольский - Сварочные работы. Электродуговая. Газовая. Холодная. Термитная. Контактная сварка

- Название:Сварочные работы. Электродуговая. Газовая. Холодная. Термитная. Контактная сварка
- Автор:
- Жанр:
- Издательство:Array Литагент «Клуб семейного досуга»
- Год:2013
- Город:Белгород
- ISBN:978-5-9910-2697-0,978-966-14-6454-3
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Юрий Подольский - Сварочные работы. Электродуговая. Газовая. Холодная. Термитная. Контактная сварка краткое содержание
ки безопасности при сварочных работах. Кроме того, мастера-любители
смогут само
стоятельно изготовить современный сварочный аппарат по приведенным в
книге расчетам.
Сварочные работы. Электродуговая. Газовая. Холодная. Термитная. Контактная сварка - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Ц – це ллюлозные покрытия , имеющие в качестве основы целлюлозу, муку или другие органические составы, создающие газовую защиту дуги и образующие при плавлении тонкий шлак. Электроды с целлюлозным покрытием применяют, как правило, для сварки стали малой толщины;
Р – р утиловые покрытия , основным компонентом которых является рутил. Для шлаковой и газовой защиты в покрытия этого типа вводят соответствующие минеральные и органические компоненты. При сварке на постоянном и переменном токе разбрызгивание металла незначительно. Устойчивость горения дуги, формирование швов во всех пространственных положениях хорошее.
В обозначениях электродов встречаются также:
П – прочие виды покрытия;
Ж – с содержанием в покрытии > 20 % железного порошка.
Смешанные покрытия обозначают двумя буквами.
Согласно ГОСТ 9466-75, ус ловное обозначение э лектродов для дуговой сварки и наплавки сталей представляет собой длинную дробь, например:
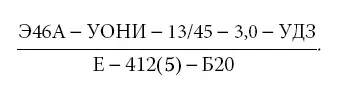
В числителе записан тип электрода Э46А, его марка УОНИ-13/45, диаметр 3,0 мм и группа из двух букв и цифры УД3. Типы электродов для ручной дуговой сварки углеродистых, низколегированных, конструкционных и других сталей обозначают буквой Э, затем следуют цифры, указывающие прочностную характеристику наплавленного металла. Так, обозначение Э46 означает, что электроды этого типа обеспечивают минимальное временное сопротивление 460 МПа.
Если в обозначении после цифр стоит буква А, значит, этот тип электрода обеспечивает более высокие пластические свойства наплавленного металла.
Для сварки вышеуказанных сталей предусмотрены 14 типов электродов ( табл. 3), в которых определены основные механические свойства и содержание вредных примесей (серы и фосфора).
Первая буква последней группы числителя (У) указывает назначение электрода, вторая (Д) – толщину покрытия (см. выше), цифра (3) – группу электродов по качеству изготовления.
Шифр буквы назначения электродов:
У – для конструкционных сталей с временным сопротивлением разрыву σ B < 600 МПа (60 кгс/мм 2 );
Л – для легированных конструкционных сталей с σ B > 600 МПа (60 кгс/мм 2);
Т – для теплоустойчивых легированных сталей;
В – для высоколегированных сталей;
Н – для наплавки.
По качеству электроды делят на три группы 1, 2 и 3, где требования возрастают от группы 1 к группе 3.
В знаменателе приведены буква Е (электрод), группа индексов 412(5), указывающих характеристики наплавленного металла и металла шва (по ГОСТ 9467-75, ГОСТ 10051-75 или ГОСТ 10052-75), и группа из одной буквы и двух цифр Б20. Буква Б обозначает вид покрытия, первая цифра 2 – допустимые пространственные положения при сварке, вторая цифра 0 – требование к электропитанию дуги.
Допустимые пространственные положения при сварке или наплавке обозначают следующим образом:
1 – для всех положений;
2 – для всех положений, кроме вертикального сверху вниз;
3 – для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх;
4 – только нижнее и нижнее «в лодочку».
По роду и полярности применяемого при сварке или наплавке тока, а также по номинальному напряжению холостого хода источника переменного тока частотой 50 Гц электроды подразделяются в соответствии с табл. 4.
Одному и тому же типу электродов могут соответствовать несколько марок, например: электродам типа Э46 соответствуют марки АНО-4, МР-3 и др.; электродам типа Э42А соответствуют марки УОНИ-13/45 и СМ-11 ( табл. 5).
Электрододержатели и сварочные кабели
Электрододержа тель – приспособление для закрепления электрода и подвода к нему тока – является главным орудием сварщика. Существует немалое количество держателей разных конструкций: пружинные, вилочные, цанговые, винтовые, пластинчатые, их автоматизированные модификации и другие разновидности. Среди всего многообразия применяемых электрододержателей наиболее безопасным является пружинный («прищепка»), известный у нас как электрододержатель серии ЭП (рис. 21). К его основным преимуществам можно отнести удобство эксплуатации, крепкое удержание электрода, полное отсутствие неизолированных зон токосъемника. Держатель-«прищепка» очень популярен, поэтому его используют многие профессиональные сварщики по всему миру. Эти электрододержатели выдерживают без ремонта 8000—10 000 зажимов. Время замены электрода не превышает 3–4 с. «Прищепки» изготавливают в соответствии с существующими стандартами: I типа – для тока до 125 А; II типа – для тока 125–315 A; III типа – для тока 315–500 А.
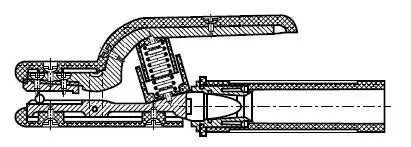
Рис. 21.Электрододержатель серии ЭП
Если вы купили новый сварочный аппарат, то в комплекте с ним обязательно должен быть заводской электрододержатель. Пользоваться, безусловно, нужно им. Широко известные у нас «вилки-трезубцы» использовать не стоит – они давно запрещены во всем мире [16] Подробнее об этом пойдет речь в следующем разделе в главе «Конструкции самодельных электрододержателей».
.
Электрододержатели присоединяют к гибкому (многожильному) медному проводу – сварочному кабелю марки ПРГД или ПРГДО. Кабель сплетен из большого числа отожженных медных проволочек ∅0,18—0,20 мм. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи. Сечения сварочных проводов для подвода тока от источника питания к электрододержателю и свариваемому изделию выбирают из расчета плотности тока до 5 А/мм 2при токах до 300 А. При силе тока 125 А рекомендуется провод сечением 25 мм 2, при силе тока 315 А – одинарный провод сечением 50 мм 2или двойной сечением по 16 мм 2.
Токоподводящий «земляной» провод соединяется с изделием специальными зажимами, чаще всего винтовыми струбцинками или зажимами типа «крокодил». Допустимо укладывать свариваемую деталь на металлический стол, надежно подсоединенный к сварочному источнику. Самодельные удлинители токоподводящего провода в виде кусков или обрезков металла не допускаются.
Экипировка сварщика
При работе со сваркой пораженными могут оказаться все части тела рабочего, органы дыхания, зрения. Поэтому средствами индивидуальной защиты пренебрегать никак нельзя. Полный комплект экипировки сварщика включает в себя маску, специальный костюм, обувь и перчатки.
Спецодежда для сварщика должна удовлетворять двум основным требованиям: ее наружная поверхность должна быть огнестойкой и термостойкой, а внутренняя (изнаночная) – влагопоглощающей. Исходя из этих требований, куртку и брюки шьют из брезента, парусины, замши и их комбинаций. Их обрабатывают специальной пропиткой, которая придает им жаростойкость. Для одежды и обуви, защищающей от искр и расплавленного металла и выдерживающей прожигание не менее 50 с, ГОСТ предусматривает специальную пометку «Тр».
Читать дальшеИнтервал:
Закладка: