Мария Клочкова - Управление предприятием в условиях дефицита оборотных средств. Финансовое оздоровление предприятия

- Название:Управление предприятием в условиях дефицита оборотных средств. Финансовое оздоровление предприятия
- Автор:
- Жанр:
- Издательство:Научная книга
- Год:2006
- Город:Москва
- ISBN:5-8765-9876-5
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Мария Клочкова - Управление предприятием в условиях дефицита оборотных средств. Финансовое оздоровление предприятия краткое содержание
Книга представляет собой практическое руководство по организации управления предприятием. Особое внимание уделено управлению в условиях дефицита оборотных средств. Указаны причины и следствия такого дефицита, а также мероприятия, позволяющие его устранить и не допустить в дальнейшем. Приведены методики оценки деятельности предприятия и управления основными финансовыми инструментами.
Предназначается руководителям предприятий требующих финансового оздоровления, предприятий успешно действующим на рынке для недопущения возникновения кризисных ситуаций, начинающим и действующим предпринимателям, студентам и преподавателям институтов, а также всем, кто интересуется вопросами бизнеса. Может являться пособием по эффективному управлению деятельностью предприятий всех форм собственности.
Управление предприятием в условиях дефицита оборотных средств. Финансовое оздоровление предприятия - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Продолжительность производственного цикла во времени (Тц), как видно из таблицы, включает 3 стадии: время технологической обработки изделия (рабочий период, Тр), время технологического обслуживания производства (Т0) и время перерывов в работе (Тн).
Таблица 4.3. Структура временного производственного цикла

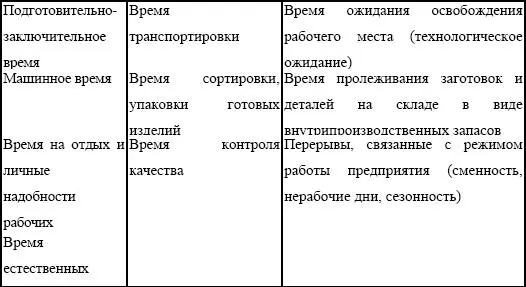
Время технологической обработки изделия (рабочий период) – это период времени, в течение которого производится непосредственное воздействие на предмет труда либо самим рабочим, либо машинами и механизмами под его управлением, а также время естественных технологических процессов, которые протекают в изделии без участия людей и техники. На длительность рабочего периода оказывают влияние разного рода факторы. К числу основных относятся:
1) качество проектно-конструкторских работ (отсутствие в них ошибок и просчетов);
2) уровень унификации и стандартизации изделий;
3) производительность технологических машин и оборудования;
4) производительность труда рабочих;
5) степень точности изделия (высокая точность требует дополнительной обработки, что удлиняет производственный цикл);
6) организационные факторы (организация рабочего места, размещение санитарных узлов, складских помещений, где хранятся заготовки, инструмент и пр.).
Недостатки организационного характера увеличивают подготовительно-заключительное время и время на отдых и личные надобности рабочих.
Время естественных технологических процессов – это промежуток рабочего времени, в течение которого изменяются характеристики какого-либо предмета труда без непосредственного вмешательства субъективных факторов, таких как человек и техника (сушка на воздухе окрашенного или остывание нагретого изделия, рост и созревание растений, брожение некоторых продуктов и др.). Для того чтобы ускорить процесс производства, многие естественные технологические процессы подвергаются изменениям в условиях, созданных искусственно (например, сушка производится в сушильных камерах).
Время технологического обслуживания производства включает:
1) стационарный контроль качества и проверку на годность обработки изделия;
2) проверку режимов работы машин и оборудования, их настройку, мелкий ремонт;
3) наведение порядка на рабочем месте;
4) доставку заготовок и материалов, приемку и уборку обработанной продукции.
Время перерывов в работе – это время, когда продукция еще не является готовой и процесс производства не закончен, но на нее не производится никакого воздействия и не происходит изменений ее качественных характеристик. Различают перерывы регламентированные и нерегламентированные. В свою очередь регламентированные перерывы в зависимости от вызвавших их причин разделяются на межоперационные (внутрисменные) и между сменные (связанные с режимом работы).
Межоперационные перерывы можно подразделить на перерывы партионности, ожидания и комплектования.
Перерывы партионности наблюдаются при обработке деталей партиями, когда каждая деталь или узел, поступая к рабочему месту в составе партии, пролеживает дважды (первый раз – до начала, второй раз – по окончании обработки, пока вся партия не пройдет через данную операцию).
Перерывы ожидания характеризуются несогласованностью (несинхронностью) длительности смежных операций технологического процесса. Они возникают в тот момент, когда рабочее место для выполнения следующей операции не освобождается, а предыдущая операция заканчивается раньше, чем планировалось. Рассогласованность продолжительности сопряженных технологических операций, как правило, вызывается различной производительностью или нерегламентированными простоями различного оборудования, на котором осуществляется обработка изделия. Наименее производительная часть оборудования тормозит производственный процесс и является узким местом. Расшивка узких мест – важный резерв увеличения производственной мощности и общего снижения издержек производства, повышения доходности предприятия.
На сборочных участках возникают перерывы комплектования, когда детали и узлы пролеживают в связи с незаконченностью изготовления других деталей, входящих в один сборочный комплект.
Междусменные перерывы определяются режимом работы (числом и длительностью смен). К ним относятся перерывы между рабочими сменами, а также выходные и праздничные дни. К ним могут быть отнесены обеденные перерывы и паузы для отдыха рабочих. Нерегламентированные перерывы связаны с простоями оборудования и рабочих по организационным и техническим причинам, не предусмотренным режимом работы (при отсутствии сырья, поломке оборудования, невыходе на работу рабочих и т. д.). Нерегламентированные перерывы включаются в производственный цикл в виде поправочного коэффициента или не учитываются.
Экономическая функция производственного цикла
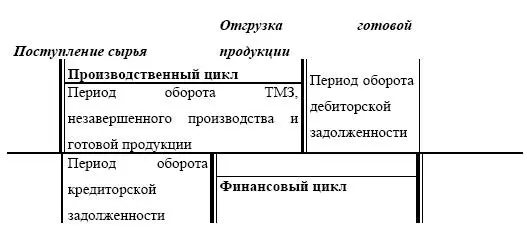
Финансовый цикл начинается с момента платежа поставщикам данных материалов (погашения кредиторской задолженности), заканчивается в момент получения денег от покупателей за отгруженную продукцию (погашения дебиторской задолженности).
Для оценки длительности циклов используются показатели оборачиваемости – (период оборота в днях), характеризующие скорость оборота товаров, их движение в сфере обращения, от производителя к потребителю через торговлю.
Производственный цикл:
1) период оборота запасов сырья;
2) период оборота незавершенного производства;
3) период оборота запасов готовой продукции.
Финансовый цикл:
1) период оборота кредиторской задолженности;2) период оборота дебиторской задолженности.
Финансовый цикл (Дни) = Производственный цикл + Период оборота дебиторской задолженности – Период оборота кредиторской задолженности – Период оборота авансов
Таблица 4.4. Финансовый цикл

Сокращение производственного цикла:
1) уменьшение периода оборота запасов;
2) уменьшение периода оборота незавершенного производства;
3) уменьшение периода оборота готовой продукции.Уменьшение периода оборота дебиторской задолженности:
Период оборота дебиторской задолженности = (Средняя дебиторская задолженность / Выручка от реализации за период)× Число дней в анализируемом периоде
Читать дальшеИнтервал:
Закладка: