Евгений Панасенко - Логистика. Персонал, технологии, практика

- Название:Логистика. Персонал, технологии, практика
- Автор:
- Жанр:
- Издательство:Литагент «Инфра-инженерия»6812ac5e-fe03-11e3-a844-0025905a069a
- Год:2011
- Город:Москва
- ISBN:978-5-9729-0034-3
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Евгений Панасенко - Логистика. Персонал, технологии, практика краткое содержание
Книга является одной из немногих, основанных на обширном практическом опыте директора по логистике. Теоретические основы логистики изложены простым и понятным языком, без избыточного количества формул и научных изысков, с большим количеством примеров. Обширный набор приложений позволяет применять данное издание в практической деятельности. Особое внимание уделено управлению персоналом и построению системы совершенствования качества логистических услуг. Безусловный интерес представляют разделы, излагающие опыт работы с логистическими операторами. Книга содержит советы и рекомендации по определению места логистики в компаниях, приводит наиболее распространенные ошибки на пути построения деятельности логистических подразделений.
Книга предназначена руководителям компаний, специалистам и менеджерам, которые занимаются логистикой, а также студентам и преподавателям транспортных и экономических вузов.
Логистика. Персонал, технологии, практика - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
"Контролеры" делятся на два типа. Во-первых, контролеры соблюдения условий хранения товара на складе. Они контролируют соответствие температурного режима, влажности, запыленности и санитарного состояния в складских помещениях условиям хранения товара данной группы. При необходимости контролируется наличие и соответствие медицинских книжек, прохождение медосмотра сотрудников.
Во-вторых, "контролеры" отрабатывают поступившие претензии от клиентов, идентифицируют причину и "источник" ошибок, ведут мониторинг ошибок по каждому участку склада, участвуют в разработке мероприятий по повышению качества работы.
Конечно, название "контролеры" достаточно условно – специалисты данных подразделений участвуют в разработках необходимых процедур, инструкций, помогают их адаптировать к имеющимся на складе условиям, обучают персонал и т. п.
"Технологов" и "контролеров" целесообразно замкнуть на себя. Без них не обойтись при стратегическом планировании.
Примерная организационно-штатная структура склада приведена на рис. 5.1.
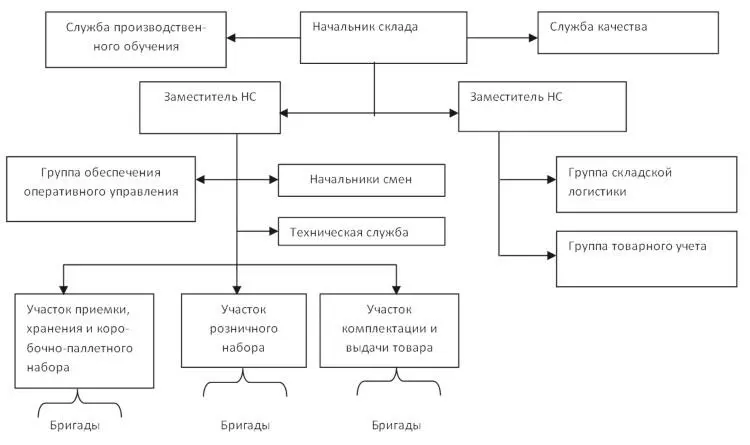
Рис. 5.1. Организационно-штатная структура склада
«Кадры решают все»
Необходимо понимать – набор персонала следует вести постоянно, независимо от наличия или отсутствия вакансий в штатном расписании! Это один из инструментов повышения качества рабочей силы в вашем подразделении. Для этого нужен резерв до 5 % от общей численности подразделения. В хорошо отлаженном механизме работы с персоналом вакансий не должно быть в принципе! В то же время, на мой взгляд, здоровая ротация рабочего персонала оценивается примерно в 5–7 % в год. В этих пределах ротация – это нормальный, здоровый механизм исправления ошибок набора и повышения качества трудового ресурса. Невозможно на стадии приема на работу и апробации выявить, во-первых, имеющийся потенциал работника, во-вторых, его потенцию к дальнейшему развитию. Кроме того вы должны непрерывно повышать планку требований к своим сотрудникам. А для этого неминуемо увольнение "отстающих". Мой опыт – из 20 человек, подавших заявление, принимается на работу один. Из 10 принятых на работу – через год остается один. Представляете, какой колоссальный объем работ необходимо выполнять по рекрутингу и обучению персонала при численности в 1000 человек! Организует эту работу специальное внутрискладское подразделение – служба производственного обучения (СПО). Ее основные функции – рекрутинг, организация профессионального обучения, аттестация персонала, организация работы с персоналом. Численность непосредственно службы небольшая, но при обучении персонала ими задействуется корпус наставников, работающих в производственных подразделениях склада.
«Кратчайший путь к истине – совет учителя»(китайская пословица)
Профессиональное обучение делится на два типа. Первое – обучение новичков. Обучение производится индивидуально. Наставник отвечает за обучение и адаптацию новичка. В среднем обучение проводится в течение месяца. Затем новичка переводят в линейную бригаду. Если качество его подготовки не устраивает бригадира (он выступает в роли "покупателя" требуемого ресурса у наставника), новенький возвращается вновь в руки наставника или принимается решение о непрохождении им испытательного срока.
Второй тип обучения – целевой. Нет ничего бессмысленнее, чем обучение ради обучения. Поэтому, до начала обучения очень важно корректно сформулировать и оцифровать его цель. Что мы хотим получить в результате? Повышение производительности – на сколько? Повышение качества – в каком процентном отношении к исходному уровню? Наставники мотивируются не на процесс обучения, а на достижение конкретных производственных результатов своих подопечных совместно с менеджерами соответствующих подразделений. Именно это и отличает внутрипроизводственное обучение от обезличенного внешнего. Наставники – одни из самых уважаемых людей на складе. Конечно же, они нуждаются в методической поддержке и тренерской подготовке, что также входит в функцию СПО. Почему данная служба не включена в департамент персонала фирмы? Да потому, что она включена в общую цепь ответственности за решение конкретных производственных задач склада. Для обучения добейтесь выделения просторного и современно оборудованного класса. Это окупится.
«Двигай вперед выгодой, удерживай наказанием»(принцип управления)
Любая система создается под конкретные цели. Нет смысла обсуждать общие рекомендации по мотивации персонала. Рассмотрим конкретные примеры. Итак, вам поставлена задача – увеличить производительность труда на 25 %, сократить удельное количество ошибок при наборе на 30 %. Вам необходимо трансформировать данную задачу в простую и понятную мотивационную модель. Она должна заинтересовать максимально большее количество работников склада в достижении поставленной задачи. На эту цель "затачивается" и работа СПО, о которой мы говорили в предыдущем разделе.
Вот несколько показателей, применяемых для целей мотивации на складах:
1. Показатели производительности труда:
– производительность складского персонала (поз/чел) по подразделениям и складу в целом;
– выполнение плана по выручке по отгрузке.
– 2. Показатели качества:
– качество обслуживания клиентов (доля заказов без рекламаций);
– коэффициент выполнения плана по выручке от реализации;
– превышение норматива по отказам;
– относительное количество отправок в филиалы, по которым не произошел срыв регламента доставки по причине склада.
3. Показатели издержек:
– затраты по ФОТу производственного персонала на 1000 руб. по отгрузке;
– затраты на техническое обслуживание;
– сумма утраченного товара по причине боя и мехповреждений.
4. Показатели бизнес-процессов склада:
– превышение норматива по складу недостач;
– коэффициент использования технических средств;
– относительное количество позиций в подвозах, выполненных в регламенте;
– выполнение регламента обработки квотируемых поставок.
В целом по складу может применяться несколько десятков показателей мотивации. Применяются они в виде коэффициентов мотивации (Км), рассчитываемых по соотношению – фактическое значение/плановое значение. Плановые значения устанавливаются исходя из целей, поставленных руководством компании (см. начало раздела).
Каждый менеджер получает в свою индивидуальную мотивационную схему не более 3-х показателей. Как правило, менеджеры склада имеют показатели по производительности труда, качеству и выполнению регламентов бизнес-процессов на своем участке. Считаю целесообразным старших менеджеров склада нацеливать также на сокращение издержек по фонду оплаты труда (ФОТ) на одну операцию в его зоны ответственности. Как правило, ФОТ составляет основную часть операционных затрат склада, т. к. комиссионирование – это трудоемкий процесс. Во-многом этот показатель является зеркальным отражением производительности труда. Но при этом он учитывает и тренд роста средней заработной платы по складу.
Читать дальшеИнтервал:
Закладка: