Михаил Круглов - Инновационный проект. Управление качеством и эффективностью

- Название:Инновационный проект. Управление качеством и эффективностью
- Автор:
- Жанр:
- Издательство:ЛитагентРАНХиГС (Дело)ed740fe7-6753-11e5-8380-0025905a0812
- Год:2011
- Город:Москва
- ISBN:978-5-7749-0534-8
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Михаил Круглов - Инновационный проект. Управление качеством и эффективностью краткое содержание
Учебное пособие дает комплексное представление о современных методах управления качеством разработки и производства нового продукта через призму международных стандартов. Читатели познакомятся с наиболее эффективными сценариями, методологией и практикой создания и развития систем менеджмента качества, с требованиями стандартов качественного управления, в том числе семейства ИСО 9000, с практикой лучших мировых компаний в этой области.
Конкретные ситуации иллюстрируют важность, возможность и целесообразность использования подходов, основанных на современном менеджменте качества.
Пособие рассчитано на руководящих работников администраций регионов и отраслей, руководителей предприятий и организаций различных форм собственности, специалистов среднего звена промышленных и научно-технических предприятий, инновационной инфраструктуры регионов.
Инновационный проект. Управление качеством и эффективностью - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
В обычной системе управления производством необходимо иметь материальные запасы для компенсации сбоев и колебаний спроса, а также сглаживания колебаний уровня загруженности оборудования.
В противоположность этому предлагается расценивать наличный запас как отражение неполадок, помех и других неблагоприятных производственных причин. Запас является результатом производства большего, чем необходимо, количества продукции и влечет за собой потери, приводящие к росту производственных издержек.
4.7.2. «Проталкивающее» и «вытягивающее» планирование
Традиционная система производственного планирования, да и всей организации производства – «проталкивающая». Это означает, что обработка изделий осуществляется крупными партиями с максимальной скоростью исходя из прогнозируемого спроса с последующим перемещением изделий на следующую производственную стадию или на склад, независимо от темпов работы следующего процесса. В рамках такой системы практически невозможно организовать слаженный поток, обеспечивающий плавный переход от одной стадии к другой, который характеризует бережливое производство.
Поэтому в концепции бережливого производства применяется «вытягивающее» планирование. Схема такого планирования представлена на рис. 4.13 и 4.14.
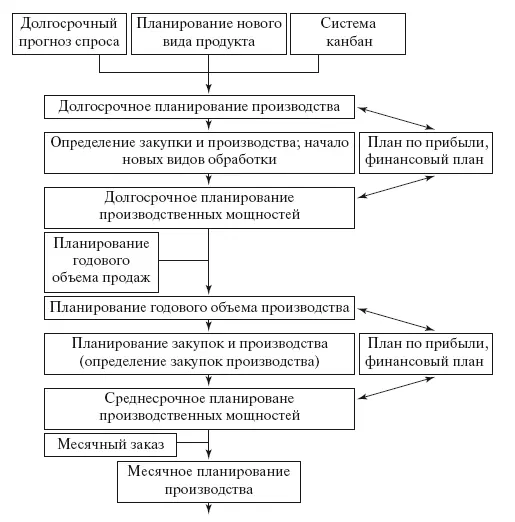
Рис. 4.13. Структура производственного планирования до месячных планов
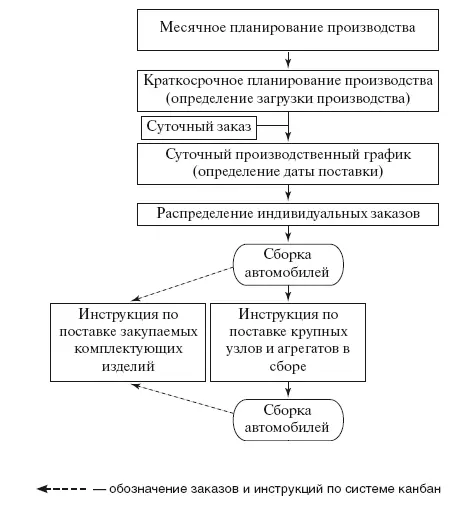
Рис. 4.14. Структура краткосрочного производственного планирования в автосборочном производстве
4.7.3. Система канбан
Система канбан представляет собой систему управления производством по принципу MRP и полного использования способностей рабочих.
Важнейшее отличие системы канбан от других систем MRP-планирования – использование не бланков заказа, в которых объем заказа может быть произвольной величины, а карточек, в которых объем заказа жестко зафиксирован. Поэтому карточки не создаются каждый раз заново, а циркулируют в системе. Часто такие карточки – это листки бумаги, помещенные в пластиковые пакеты. На них указывается наименование заказанного продукта, номер, поставщик (внешний или внутренний), число продуктов в упаковке, местоположение склада и процесс-потребитель заказанного продукта. Карточки выполняют две функции:
1) процесс получает указание произвести продукцию, указанную в карточке (карточки заказа);
2) рабочий получает указание переместить продукцию по месту назначения (карточки отбора).
Использование системы канбан позволяет снизить расходы на информацию о производственной деятельности. Внедрение системы, вырабатывающей рабочие графики для всех обрабатывающих и поставляющих детали участков, а также обеспечивающей изменения и уточнение этих графиков при управлении в режиме реального времени, требует огромных затрат.
Благодаря системе «канбан» обеспечивается быстрое и четкое получение фактических данных о состоянии производства. Используя карточки «канбан», цеховое начальство без помощи компьютера сможет судить о таких постоянно меняющихся явлениях, как объем производства, производительность операций и загруженность рабочих. Благодаря этой системе данные, соответствующие изменениям производственного графика, будут точными и своевременными, и это побуждает рабочих проявлять ответственность и активность в немедленном устранении замеченных недостатков и усовершенствовании производственных процессов.
Ограничивается избыточное производство предшествующих технологических этапов. Поскольку обычно предприятие имеет последовательную многоступенчатую производственную структуру, представление о потребности в конкретном изделии (детали) тем более расплывчато, чем дальше момент обработки этого изделия отодвинут от точки потребности в конечном готовом продукте. Таким образом, предшествующим процессам требуются избыточные запасы и производственные мощности, а это чревато потерями перепроизводства.
В подсистеме головного планирования канбан осуществляется расчет следующих данных, основанных на средней суточной производительности:
• количество карточек канбан, необходимых для изготовления заказанной партии продукции;
• изменение числа карточек канбан по сравнению с предыдущим месяцем;
• положение карточек канбан по сравнению с предыдущим месяцем;
• положение карточек канбан, соответствующее моменту возобновления заказа, который определяет время операций в производственных процессах;
• размер партии заказываемых изделий.
Расчетные данные оформляются в виде головной таблицы канбан. Таблицу передают руководителю каждого процесса для подготовки необходимого количества карточек канбан. Так как среднее суточное количество продукции изменяется в основном раз в месяц, данные головных таблиц пересчитываются также ежемесячно.
Применяются три вида головных таблиц канбан:
• продукция собственного производства;
• продукция поставщиков;
• материалы.
4.8. «Бережливые» цепочки поставки и общие принципы управления поставщиками
Ключевой момент бережливого производства – управление цепочками поставок, которое базируется на следующих основных принципах.
1. Управление внешними и внутренними поставщиками строится по одинаковым принципам. Важнейший из принципов – главенство потребителя (в полном соответствии с прагматическими аксиомами Деминга).
2. Поставщики отобраны в соответствии с критерием совокупных затрат, с ними налажены партнерские отношения (в полном соответствии с и. 4 программы Деминга)
3. Поставщик обеспечивает выполнение всех требований ИСО 9001:2000 (обеспечивает соответствие и постоянный мониторинг своих производственных процессов и до заключения контракта смог доказать, что эти процессы выполняются в управляемых условиях, продемонстрировав контрольные карты, гистограммы, параметры Ср и Срк процессов и т. д.).
4. Цепочка поставок рассматривается как поток создания ценности и к ней применяются все правила управления таким потоком (непрерывность, отсечение не создающих ценности операций и т. д.).
5. Перемещение продуктов в цепочке поставок – по правилам «вытягивания». Для обеспечения вытягивания при управлении цепочками поставок используют 3 концепции – концепцию цурубе (tsurube system ), концепцию стандартных запасов и концепцию супермаркета.
4.8.1. Концепция цурубе
Концепция цурубе – это метод поддержания потока между разрозненными процессами. Эти процессы могут быть разделены, поскольку одна из производственных линий или стадий технологического процесса расположена за пределами основной технологической линии. К этому случаю относятся и внешние поставки.
Читать дальшеИнтервал:
Закладка: