Генри Нив - Организация как система. Принципы построения устойчивого бизнеса Эдвардса Деминга

- Название:Организация как система. Принципы построения устойчивого бизнеса Эдвардса Деминга
- Автор:
- Жанр:
- Издательство:Array Литагент «Альпина»
- Год:2014
- Город:Москва
- ISBN:978-5-9614-3317-3
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Генри Нив - Организация как система. Принципы построения устойчивого бизнеса Эдвардса Деминга краткое содержание
Принципиально иной, гуманистический взгляд на менеджмент, развитый доктором Демингом во второй половине прошлого века, гармонично объединяет цели владельцев бизнеса, менеджеров и остальных сотрудников. Лозунг нового менеджмента «Выигрывают все» отражен в знаменитых 14 пунктах и теории глубинных знаний.
Методы и подходы доктора Деминга универсальны. Они применимы как для банков и крупного бизнеса, так и для малых предприятий и организаций; с успехом работают в промышленности, сфере обслуживания, здравоохранении, образовании, страховании, торговле, государственном управлении и т. д.
Книга адресована руководителям и предпринимателям, а также преподавателям и студентам экономических специальностей.
3-е издание.
Организация как система. Принципы построения устойчивого бизнеса Эдвардса Деминга - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
В-четвертых, использование функции потерь Тагути на самом деле дает нам основу для количественных оценок значимости мероприятии по улучшению качества, а также для улучшения осознания издержек, затрат, вызываемых некоторыми аспектами современной практики менеджмента.
Два примера, которые кратко описаны здесь и которые мы подробнее рассмотрим в следующей главе, дают стратегию для формулировки проблем износа инструментов и изготовления деталей заданной длины. В обоих этих случаях из-за того, что используемые в них первоначальные процессы были основаны на общих соображениях о качестве в терминах соответствия допускам (удовлетворения спецификации), реальная стоимость выхода оказалась высокой.
Во-первых, мы рассмотрим процесс, где износ инструмента вызывает постепенное ухудшение качества результатов. Обычная практика в этом случае – настройка оборудования на область, близкую к верхней границе допуска, пока инструмент новый; затем допускается постепенное ухудшение среднего значения, с тем чтобы заменить инструмент, когда выход приближается к нижней границе допуска. В результате оказывается, что общий выход пробегает практически весь интервал допуска. При этом значения вблизи границы интервала встречаются с той же частотой, что и в его середине. В среднем функция потерь Тагути оказывается очень высокой.
Во-вторых, мы рассмотрим случай в компании, у которой возникли трудности с выходом на операции обработки, несмотря на то что операция на 100 % соответствовала требованиям допусков. При измерении длины металлических прутков, обрубленных на этой операции, было сделано важное наблюдение: хотя все измерения находились в границах допусков (спецификаций), однако большинство из них было очень близко либо к верхней, либо к нижней границе допусков, и не было ни одного вблизи номинала, находящегося как раз посередине между этими границами. Другими словами, на выходе возникли существенно бо́льшие потери, чем можно было ожидать при использовании материала, на 100 % соответствующего допускам. Обычно ожидается, что в большинстве случаев на выходе будут детали, размеры которых близки номинальному значению с относительно небольшим числом деталей, имеющих размеры вблизи крайних значений.
В этом случае объяснения могут показаться довольно простыми для улучшений, которые и увеличивают скорость операции, и уменьшают функцию потерь Тагути в несколько раз. Ясно, что пруток, который оказался слишком длинным (т. е. выше верхней границы допуска), можно спасти, – обрубка на конце приведет его в соответствие с требованиями чертежа. С другой стороны, пруток, который слишком короток (ниже нижней границы допуска), бесполезен, по крайней мере для той цели, для которой он производился. Следовательно, было принято решение на данной операции установить среднюю длину обрубки вблизи верхней границы допуска, а не вблизи номинального значения. После выхода с производственной линии прутки измерялись. Те, что были у верхней границы, немедленно использовали по назначению, в то время как другие, выше верхней границы, подвергали дополнительной операции обрубки небольшого отрезка прутка, – этот небольшой отрезок часто близок к разности между нижней и верхней границами допуска. Следовательно, прутки, немедленно запускавшиеся в производство, имели длину немного меньше верхней границы, в то время как подвергавшиеся переделке оказывались немного выше нижней границы допуска.
Как оказалось, процесс обрубки находился в статистически управляемом состоянии и был замечательно эффективен, т. е. его естественная изменчивость была существенно меньше, чем разность между границами допуска. Поэтому решение заключалось в том, чтобы просто установить среднее значение обрубки равным номинальному значению. В результате прутки не только больше не требовалось переделывать, но практически все производимые прутки оказались более близкими номинальному значению, чем любой из границ допуска. Уменьшение средних потерь Тагути было существенным, и трудности, возникавшие у потребителя прутков, моментально прекратились.
Как отмечалось выше, более подробно эти примеры будут рассмотрены вместе с некоторым более детальным математическим обсуждением и выводами по поводу использования функции потерь Тагути. Поэтому читатели-нематематики могут рассматривать следующую главу как необязательную для чтения.
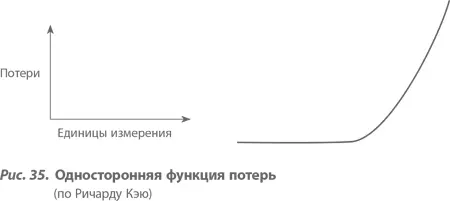
Мы также должны отметить, что иногда мы встречаемся с ситуацией, где функция потерь получается односторонней, как это показано на рисунке 35. Это тот случай, встречающийся во многих системах обслуживания, где уровень ошибок – существенная характеристика качества. Другие примеры включают процент содержания примеси в химикатах и время, которое мы хотели бы сделать настолько коротким, насколько это возможно, например время простоя, время погрузки и т. д. [52]
Теперь – несколько последних замечаний по поводу использования границ допусков. Деминг признает, что допуски могли использоваться в прошлом, но отнюдь не сейчас и не впредь:
«Соответствие требованиям допусков – надежный путь к упадку».
Он также рассматривает вопрос достаточно серьезно, чтобы включить его в список препятствий к преобразованиям (также см. главу 3 данной книги). Попутно отметим, что между этим и следующим препятствием («заблуждение бездефектности») имеется тесная связь:
«Бездефектность и удовлетворение допускам (на входном и выходном контроле) не вполне достаточны».
Особая негативная сторона зависимости от допусков заключается в том, что, в отличие от использования функции потерь Тагути, допуски не задают нам никакого направления на пути к улучшению. Функция потерь Тагути – исключительно полезный подход при изучении и количественном рассмотрении годности, доброкачественности, точности любой характеристики качества или услуги; это подход, который соответствует новой экономической эпохе. В «Выходе из кризиса» функция потерь Тагути освещается весьма кратко, однако Деминг обещает, что этот вопрос получит значительно более широкое освещение в следующей книге.
В заключение расскажем историю о результатах зависимости компании от ее веры в допуски как в критерий качества. Одна компания решила производить копировальные машины. Были тщательно измерены все компоненты хорошо известной японской марки копировальной машины и установлены требования допусков. Было учтено наличие патентов, и компания была готова платить за их использование. Всего в машине оказалось 828 деталей. После разработки, занявшей 2,5 года, и затрат в 36 млн долл. все детали были изготовлены в соответствии с весьма узкими границами допусков и:
Читать дальшеИнтервал:
Закладка: