Коллектив авторов - Канбан и «точно вовремя» на Toyota. Менеджмент начинается на рабочем месте

- Название:Канбан и «точно вовремя» на Toyota. Менеджмент начинается на рабочем месте
- Автор:
- Жанр:
- Издательство:Array Литагент «Альпина»
- Год:2008
- Город:Москва
- ISBN:978-5-9614-2105-2
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Коллектив авторов - Канбан и «точно вовремя» на Toyota. Менеджмент начинается на рабочем месте краткое содержание
Канбан и «точно вовремя» на Toyota. Менеджмент начинается на рабочем месте - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
На всех процессах нашей работы, даже самых незначительных, не должно быть ни пиков, ни спадов. Добившись этого, мы можем приступить к выравниванию всей производственной системы.
В системе Toyota это выравнивание производства по количеству и видам продукции называется сглаживанием нагрузки (хейдзунка). Сглаживающая нагрузку система производства – основное условие устранения потерь.
Канбан может успешно использоваться только там, где на заключительном процессе существует такая система. Если ее нет, то никакого эффекта канбан не даст.
Время такта
Если менеджеры пытаются выровнять производство не только по количеству, но и по видам продукции, то что они могут взять за норму при выравнивании отклонений по видам?
В каждой работе большое значение имеет соблюдение графика. Если он не соблюдается, то можно нарушить сроки поставки и заказ будет отменен. Но если произвести продукцию слишком рано, то ваши запасы могут резко увеличиться. В бейсболе, если раннер достигнет базы точно вовремя, то окажется в безопасности, а если хотя бы чуть-чуть опоздает, то нет.
Этот график определяется не кем иным, как самим клиентом.
Предположим, что ежемесячно продается 20 тыс. машин модели Corona. Это означает, что ежедневно должна производиться 1 тыс. машин (если считать, что в месяце 20 рабочих дней). При восьмичасовом рабочем дне 1 тыс. машин должна производиться каждые 480 минут. Поэтому:
Иными словами, одна машина должна производиться каждые 0,48 минуты. Иначе компания не сможет удовлетворить существующий спрос.
Для каждого изделия или детали важно знать время такта, т. е. число минут и секунд, требуемых для их производства.
Время такта – важнейший производственный показатель. Оно определяется клиентом. Иными словами, объемом продаж. Используя этот показатель, можно устранить потери, связанные с перепроизводством. Результатом его применения может стать реальный, а не кажущийся рост эффективности.
Пример производства шестерен
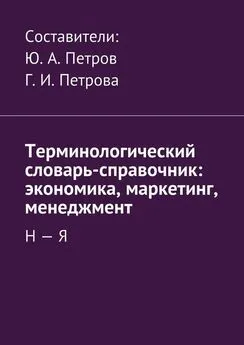
В цехе головного завода Toyota один рабочий обслуживает 16 станков, на которых вытачиваются и полируются шестерни. В этом не было бы ничего удивительного, если бы все эти станки, как прядильные машины, совершали идентичные операции. Но у каждого из них своя функция. Один точит, другой режет и строгает и т. д.
Посмотрим, как один рабочий справляется с этой задачей. Во-первых, он берет шестерню, поступающую с предыдущего участка, и устанавливает ее на первом станке. Затем снимает с этого же станка уже обработанную шестерню и кладет ее в желоб, по которому она скатывается к следующему станку.
Потом рабочий переходит от первого станка ко второму и по пути нажимает на кнопку, расположенную между этими станками. В этот момент первый станок начинает свою работу.
Те же манипуляции он совершает и со вторым станком и затем переходит к третьему. По дороге он нажимает на кнопку, и начинает работать второй станок.
Выполняя одно и то же действие снова и снова, он обходит 16 станков по кругу ровно за пять минут. Иными словами, одна шестерня будет готова, когда рабочий обойдет за пять минут эти 16 станков.
Теперь, если нам нужно производить эти шестерни в большом количестве, мы можем приставить по одному рабочему к каждому из 16 станков. Простая арифметика показывает, что одна шестерня будет изготавливаться за 18 секунд с небольшим.
Но если одна машина, в которой используется этот вид шестеренок, продается только каждые пять минут (или, иными словами, время такта составляет в данном случае пять минут), то использовать 16 рабочих не надо.
В этом случае вполне достаточно, чтобы одна шестерня изготавливалась каждые пять минут. Производить больше не имеет смысла.
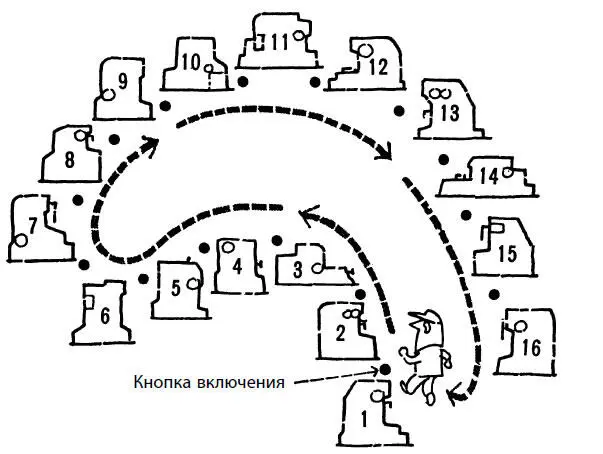
Рис. 9.Обработка шестерни
Метод производства, сглаживающий нагрузку
Внедрить систему выровненного производства станет легче, если ясно себе представить, что такое время такта.
Ранее мы сказали, что у модели Corona 800 тыс. компоновок. Однако предположим для простоты, что выпускается только пять модификаций Corona. Назовем их А, Б, В, Г и Д.
Требуемое количество (объем производства) и время такта для этих пяти модификаций приведены в следующей таблице (рис. 10).
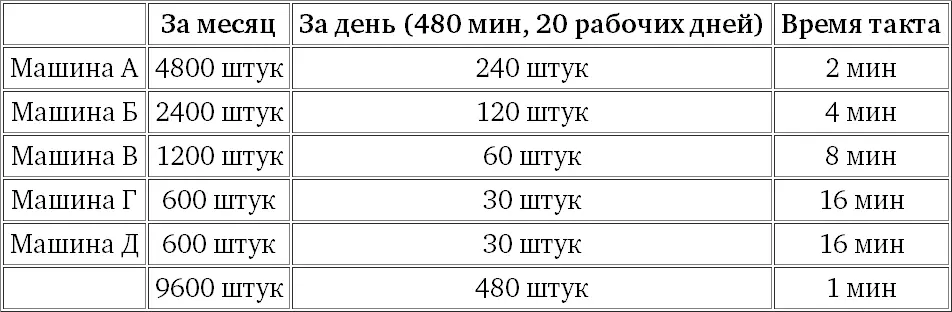
Рис. 10.Требуемое количество и время такта для пяти модификаций автомашины
Чтобы получить время такта, можно использовать следующую упрощенную формулу:
Нередко мы видим, что в цехах время такта рассчитывается неправильно. Нужно следить за правильностью расчетов.
Ошибки возникают из-за того, что этот показатель рассчитывают по состоянию на данный момент, включая существующую мощность оборудования и трудозатраты. Менеджеры говорят: «У нас такая-то мощность оборудования и столько-то людей. Поэтому мы можем произвести такое-то количество продукции. И мы в состоянии производить одну единицу продукции за столько-то минут».
С точки зрения системы Toyota этот подход совершенно не верен. Исходить нужно из того, сколько единиц продукции вам нужно произвести сегодня. Рассчитать требуемое количество людей можно на основе времени такта, которое, в свою очередь, определяется исходя из требуемого в данный день объема производства. Цель Toyota – выполнять работу с минимальным числом людей. Если кто-то раздумывает над тем, что он сможет сделать при том числе людей, которое у него уже есть, то результатом будут избыточная производственная мощность и потери, связанные с перепроизводством.
Как организовать материальный поток
Теперь, когда мы определили время такта, посмотрим, что происходит на реальной сборочной линии.
Предположим, каждая из модификаций А – Д собирается на отдельных, специально выделенных сборочных линиях. Как видно из приводимого ниже рисунка, по линии А машины передвигаются с двухминутным интервалом, но на линии Г одна машина собирается только каждые 16 минут.
Если несколько специализированных линий заменить одной, то поток будет выглядеть так, как это показано в нижней части этого рисунка. На сборочной линии Toyota могут собираться машины одной модели Corona, но автомобили разного цвета, двухдверные или четырехдверные, с левым или правым рулем двигаются по конвейеру вперемежку.
Если у нас работает такая сборочная линия, то мы получаем возможность выровнять производство не только по количеству, но и по видам продукции. Выполнение работ подобным образом на финальной сборочной линии гарантирует выравнивание производства на всех его предыдущих процессах.
Читать дальшеИнтервал:
Закладка: