Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota

- Название:Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota
- Автор:
- Жанр:
- Издательство:Array Литагент «Альпина»
- Год:2011
- Город:Москва
- ISBN:978-5-9614-2677-9
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota краткое содержание
Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:

Конкретная ситуация: Tenneco, Смитвилл. Потоки создания ценности, 2-й этап
После года серьезных преобразований (кайкаку) путем проведения практических семинаров по кайдзен в 2000 году, завод мало занимался совершенствованием и фактически вернулся почти к тому же состоянию, в каком пребывал до трансформации. 5S и прочие принципы бережливого производства соблюдались далеко не всегда, порядка на заводе становилось все меньше. Всерьез за исправление ситуации здесь взялись в 2003–2004 годах, когда на заводе стали применять метод оптимизации потоков создания ценности, уделяя основное внимание созданию единого материального и информационного потока в ходе связывания отдельных операций. Новый подход был нацелен на создание «образцовых потоков создания ценности». В качестве пилотного проекта было избрано семейство продуктов, поставляемых на Toyota. Tenneco привлекла к этой работе компанию Рика Харриса, взяв на вооружение модель супермаркета для закупаемых деталей и систему «буксировочной лебедки», описанную в книге «Создание материального потока» (Making Material Flow) [27].
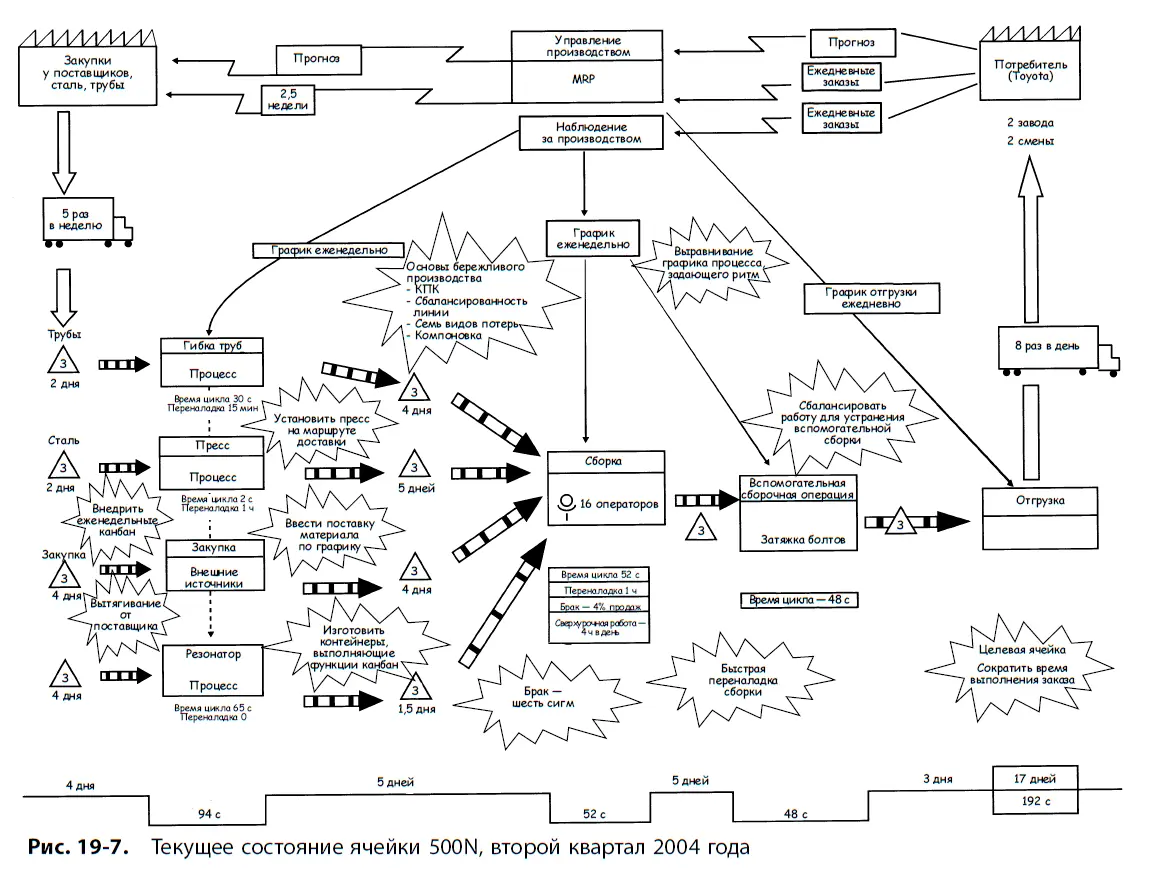
Когда в Смитвилле составили карту текущего состояния, то обнаружили, что, несмотря на радикальные преобразования, на предприятии существуют отдельные островки бережливого производства, соединенные системами выталкивания. Карта текущего состояния потока создания ценности показана на рис. 19–7. Обратите внимание на стрелки, которыми обозначены зоны выталкивания. По сути, поступающие запасы материала постоянно выталкиваются: с одного процесса обработки на другой, потом на операцию сборки (сварка сборочных узлов) и, наконец, на окончательную сборку. Последняя представляет собой сварку глушителя (поступает от внешнего поставщика), выхлопной трубы и прочих деталей в единую выхлопную систему. Общее время выполнения заказа, от поступления стали до отгрузки готовых выхлопных систем, составляло 17 дней.
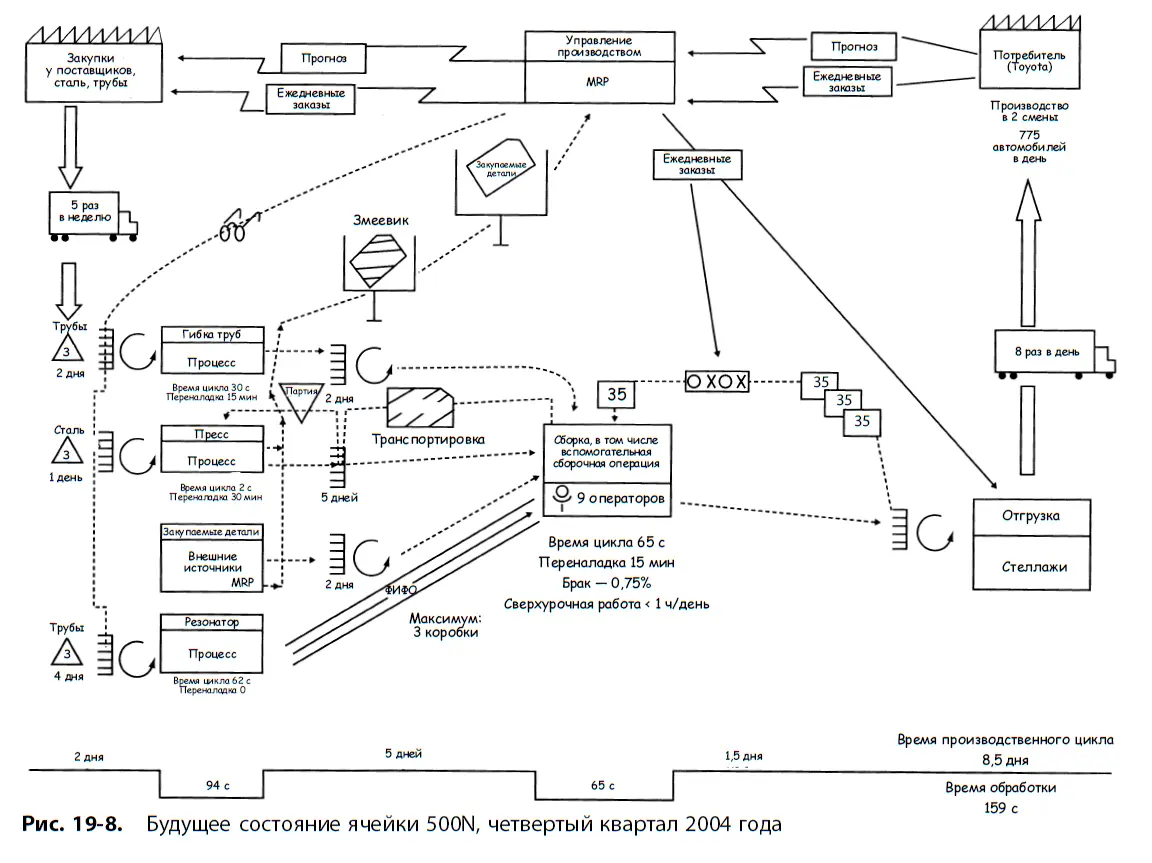
Концепция будущего состояния, теперь уже реализованная, показана на рис. 19–8. Мы не будем комментировать данную карту подробно и обратим ваше внимание лишь на ряд ключевых моментов:
1. Два этапа сборки (основная и вспомогательная, рис. 19–7) теперь выполняются в единой сборочной ячейке (обеспечить поток, где это возможно).
2. Операции, связанные с изготовлением компонентов (гибка труб, штамповка) и закупкой деталей со стороны, связаны системой вытягивания с применением супермаркетов и канбан (обеспечить вытягивание, где это необходимо).
3. Один из компонентов, который раньше производился партиями (резонатор), теперь изготавливается на станке, предназначенном исключительно для деталей для Toyota, с небольшим буферным запасом деталей, которые поступают на сборку по принципу ФИФО. Объем запасов не превышает трех коробок, тогда как при прежней системе детали дожидались обработки 1,5 дня.
4. Ежедневные заказы вводятся в одной точке – на сборке, при этом ввод заказов осуществляется по выровненному графику, а все остальные операции связаны со сборкой системой вытягивания. Система MRP используется исключительно для закупаемых деталей с длительным временем выполнения заказа.
Супермаркет закупаемых деталей сделан по образцу системы Toyota. Предусмотрен один центральный супермаркет и «водяной паук», который, перемещаясь по стандартному маршруту, ежечасно доставляет детали из супермаркета на различные операции. Работница, на которую возложены эти обязанности, собирает карточки канбан и управляет системой канбан на всем заводе. Каждый час она повторяет свой маршрут. В процедуре стандартизированной работы четко прописано, где она будет находиться каждую минуту, подобно следующему по четкому графику автобусу или поезду. После внедрения такой системы число рабочих, доставляющих детали, сократилось, хотя подача материала теперь осуществляется не ежедневно, как раньше, а ежечасно.
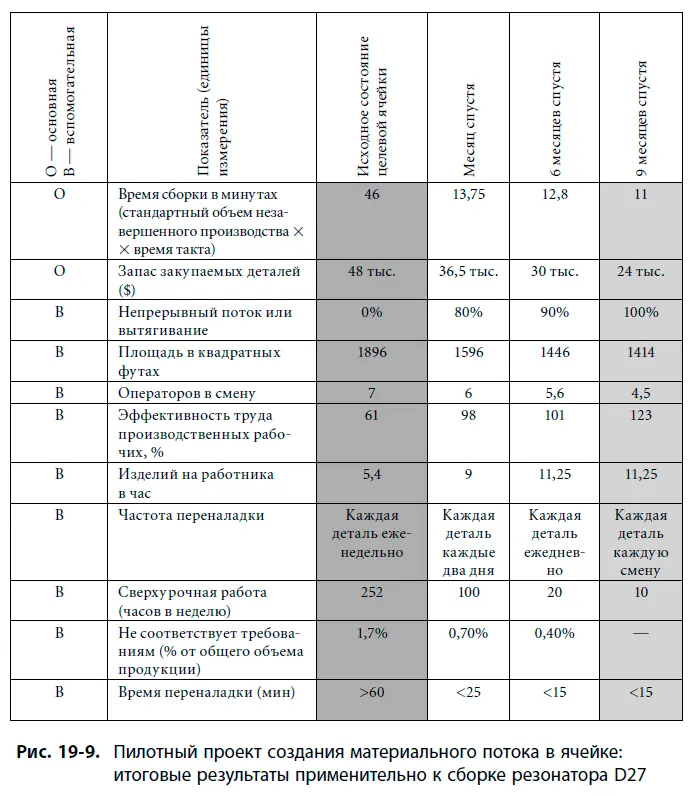
Результаты, представленные на рис. 19–9, впечатляют. Процесс внедрения занял девять месяцев, при этом запасы закупаемых деталей сократились вдвое, освободилась четверть полезной площади производственных помещений, количество деталей на одного рабочего выросло почти вдвое, а продолжительность сверхурочной работы сократилась с 252 до 10 часов в неделю. Следует иметь в виду, что таких результатов за такие короткие сроки удалось достичь, поскольку завод уже имел большой потенциал в плане бережливого производства. Это позволило Tenneco работать над несколькими потоками создания ценности одновременно. Работая над данным потоком создания ценности, Tenneco применила тот же подход к другим важнейшим потокам создания ценности и в основном завершила их преобразование спустя шесть месяцев после создания первой образцовой линии. Такие изменения системного уровня, как правило, более устойчивы, поскольку влекут за собой более глубокую трансформацию культуры.
Есть ли у данного подхода какие-то недостатки или он обещает нирвану? Разумеется, ни один подход не совершенен. Как видно на рис. 19–6, работа над образцовым потоком создания ценности требует больших затрат времени, формирования межфункциональной команды, которая возглавит процесс, и активного участия сотрудников всех уровней. Пока происходит создание образцовой линии, менеджеры и сотрудники наблюдают, как она совершенствуется. Нам приходилось видеть и неэффективное применение этого метода, когда команда была озабочена не тем, что делать, а тем, как создавать карты, красиво оформленные и точные. Жаль, что они годны разве что на обои. На некоторых заводах принимают решение составить карты для каждого семейства продуктов. Результат – бесконечные совещания, куча бумаги… и никаких действий. Мы твердо верим в принцип: «не браться за составление карты раньше времени». Приступать к составлению карты следует лишь тогда, когда вы знаете, что сразу приметесь за внедрение.
Наберитесь терпения, чтобы сделать все как надо
Перечисленные подходы не исключают друг друга. Самое важное – продумать и спланировать процесс развертывания инструментов бережливого производства так, чтобы он обеспечил создание бережливых систем, а в конечном итоге привел к созданию бережливых потоков создания ценности. В Tenneco разработали план построения будущего состояния потока создания ценности. Здесь выбрали семейство продуктов, составили карту процесса, а затем внедрили модель потока создания ценности. Однако вскоре после запуска образцового потока создания ценности на одной из линий началось совершенствование других процессов в масштабах всего завода. На проблемных участках могут применяться, к примеру, практические семинары по кайдзен, реализовываться критичные проекты, а в масштабах завода могут внедряться отдельные инструменты, такие как 5S или всеобщий уход за оборудованием (рис. 19–10).
Читать дальшеИнтервал:
Закладка:









