Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota

- Название:Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota
- Автор:
- Жанр:
- Издательство:Array Литагент «Альпина»
- Год:2011
- Город:Москва
- ISBN:978-5-9614-2677-9
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota краткое содержание
Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Можно сконструировать легкий и одновременно достаточно компактный стеллаж, где предусмотрено место для множества разнообразных деталей. Поскольку высота контейнеров меньше, чем высота стеллажа, можно разместить детали на нескольких уровнях, откуда рабочему, занимающемуся доставкой деталей, удобно забирать пустые контейнеры. Вид такого стеллажа спереди показан на рис. 4–6. Стеллаж имеет достаточную глубину, чтобы вместить несколько контейнеров с деталями каждого вида, и замена контейнеров и пополнение запасов материала не заставляют оператора прерывать свою работу.

Поскольку теперь от оператора не требуется преодолевать значительные расстояния, каждый может устанавливать больше узлов и деталей. Такое объединение позволит снизить количество операторов на линии примерно на 20 %.
Если объединить и «вытолкнуть» из рабочей зоны не добавляющие ценности действия нескольких операторов, результирующие потери станут дополнительной нагрузкой для рабочего, доставляющего детали. Теперь ему придется одновременно обслуживать множество потребителей и он сможет удовлетворить их нужды лишь при оптимизации метода работы. Этот рабочий может использовать небольшой электрокар с цепочкой тележек для перевозки контейнеров разного размера с материалами для множества операций. Поскольку такой подход требует использования контейнеров меньшего размера с меньшим количеством деталей, частота пополнения запасов возрастет, что повысит оборачиваемость запасов (что хорошо), потребность же в рабочей силе не увеличится. На самом деле, скорее всего, общая трудоемкость транспортировки снизится.
Повысить операционную готовность
Мы часто сталкиваемся с процессами, которые удовлетворяют нужды потребителя с большим трудом. Обычно причину ищут на производстве, где простаивает оборудование. Потери времени порождаются множеством причин, однако все эти причины относятся к одной из двух категорий:
1. Потери в ходе рабочего цикла. Речь идет о потерях в течение рабочего цикла (во время работы оборудования). Такие потери могут включать лишние движения или избыточную длину хода рабочей части оборудования. Можно привести пример сварщика, который вместо требуемых трех дюймов зачищал на заготовке участок в шесть дюймов. Это дополнительная площадь обработки отнимала в течение каждого цикла лишние две секунды. Обычно потери в ходе рабочего цикла принимаются во внимание в первую очередь, поскольку от них легко избавиться, что позволяет добиться немедленных улучшений и сократить время каждого цикла. Поскольку небольшой выигрыш во времени умножается на частоту цикла, эти небольшие изменения обеспечивают значительное повышение операционной готовности.
2. Потери вне рабочего цикла. Потери такого рода обычно имеют место, когда оборудование находится в нерабочем состоянии. Эти потери случаются реже, но, как правило, имеют большую продолжительность. Одним из видов значимых потерь времени такого рода является наладка оборудования или замена инструмента. Комплекс принципов, впервые разработанный Сигео Синго и получивший название быстрой переналадки (SMED), позволяет резко сократить время переналадки [4]. Этот метод может применяться всегда, когда требуется перевести оборудование из одного состояния в другое. Речь может идти о замене инструмента, смене материала, переходе на иной продукт или конфигурацию. Дополнительные причины потерь вне рабочего цикла легко выявить с помощью простого сопоставления операций, добавляющих и не добавляющих ценность, как показано в примере, описанном ниже.

Конкретная ситуация: повышение операционной готовности в Cedar Works
Компания Cedar Works производит деревянные домики для птиц. На первом этапе процесса осуществляется распиловка древесины на тонкие доски при помощи ленточной пилы. В результате резкого повышения спроса потребовалось работать 24 часа в сутки семь дней в неделю. Нужно было что-то менять. После четырех часов стояния в круге было установлено, что производительность пилы используется всего на 30 %. Менеджер подразделения был настроен скептически: «Это просто ерунда! – сказал он. – Мы работаем круглые сутки без выходных! Неужели из этой операции можно выжать что-то еще?» Не имея возможности стоять в круге, он попал в ловушку, путая «работу» и «деятельность» с добавлением ценности и не разграничивая работу человека и оборудования.
Чтобы помочь ему осмыслить происходящее, мы для начала рассмотрели концепцию семи видов потерь (не добавляющих ценности) и работы, добавляющей ценность. Мы начали с того, что определили работу, добавляющую ценность, и сошлись на том, что пила добавляет ценность, когда она пилит древесину. Далее, мы отметили, что наряду с распиловкой древесины выполняются иные «необходимые» операции, хотя они и не ведут к достижению конечной цели – заготовить больше досок. Затем мы пришли к единому мнению о том, что подлинное добавление ценности в процессе работы происходит только тогда, когда пила режет древесину. После этого осталось сделать простое сравнение: в категории «добавление ценности» оказалась позиция «пилить древесину», а все прочие операции попадали в категорию «нет добавления ценности».
Стоя в кругу и наблюдая за происходящим, мы видели самые разные ситуации, когда пила не резала древесину. Мы раздали перечень возможных ситуаций операторам и предложили дополнить его, постояв в кругу в разное время суток и в разные дни, чтобы получить исчерпывающее представление о происходящем.
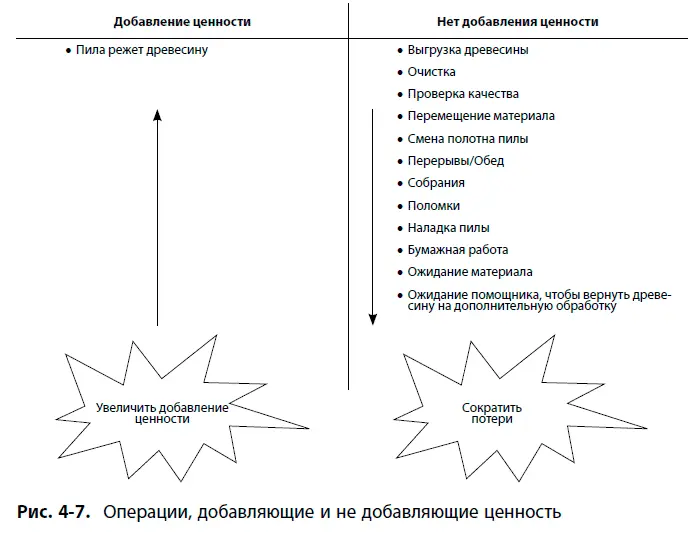
На рис. 4–7 сопоставлены операции, добавляющие и не добавляющие ценность. Представленная ситуация типична для любого процесса. Как правило, позиции в графе «добавление ценности» немногочисленны, а в графе «нет добавления ценности» их гораздо больше. Это открывает широкие возможности использовать потерянное время для увеличения продолжительности работы, добавляющей ценность.
Изучая перечень операций, не добавляющих ценности, мы в первую очередь занялись потерями в ходе рабочего цикла, т. е. во время работы пилы. Операторы увидели, что уже одно только изменение подхода к выгрузке древесины позволяет увеличить время добавления ценности почти на 25 %. Кроме того, передача смены, которая раньше относилась к области «внутренней» переналадки (когда пилу выключали), теперь стала «внешней», так как стала выполняться во время, когда пила продолжала добавлять ценность. Этот прием был позаимствован из метода быстрой переналадки. Внедрение этих изменений было несложным и требовало весьма незначительных затрат.
Читать дальшеИнтервал:
Закладка:









