Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota

- Название:Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota
- Автор:
- Жанр:
- Издательство:Array Литагент «Альпина»
- Год:2011
- Город:Москва
- ISBN:978-5-9614-2677-9
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota краткое содержание
Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
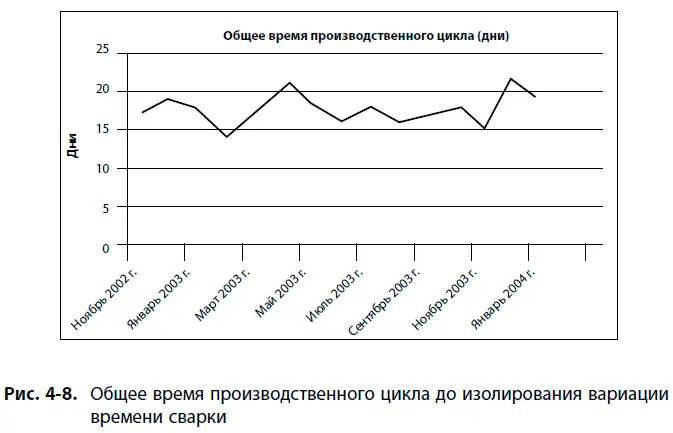
При помощи карты потока создания ценности было определено, что точкой управления потоком является сварочный участок. В ходе наблюдения и обсуждения выяснилось, что сложность трубчатых изделий порождает значительную вариацию времени сварки одного изделия. В результате суточный выход в единицах продукции тоже ощутимо колебался. К тому же при рассмотрении потока создания ценности в целом было выявлено, что операция сварки – самый важный, трудоемкий и сложный процесс и вариация сложности изделий сказывается на ней в первую очередь. Эти особенности определили выбор сварки как исходного участка для обеспечения стабильности, поскольку остальные процессы в потоке создания ценности были более стабильными и производительными.
Оценка продукции показала, что хотя каждое трубчатое изделие уникально (широкий ассортимент), их можно сгруппировать с учетом времени, требуемого на сварку. Была выделена группа изделий, которые требовали непродолжительной обработки – менее 10 минут на единицу; далее – изделия, требующие обработки средней продолжительности, от 10 до 30 минут; и, наконец, изделия, на обработку которых уходило от 30 минут до нескольких часов, а иногда и дней. При таком подходе наименьший диапазон вариации имели трубчатые изделия с непродолжительной обработкой, а наибольший – те, что обрабатывались долго. С точки зрения общих объемов производства 80 % всей продукции составляли изделия с небольшой и средней вариацией, что позволяло ограничить вариацию времени обработки более узким диапазоном, иначе говоря, изолировать ее.
Этот более узкий диапазон давал возможность эффективно распределить ресурсы в соответствии с объемом работ. Узкий диапазон вариации для быстро обрабатываемых изделий и изделий, требующих обработки средней продолжительности, позволил определить время такта, а затем и количество сварщиков, которое необходимо для обеспечения данного темпа работы.
Поскольку ассортимент продукции варьируется в зависимости от запросов потребителя, нужно постоянно быть готовыми к перераспределению ресурсов в зависимости от объема работ. «Стандарт» был определен исходя из среднестатистических объемов в прошлом, что вполне приемлемо, хотя реальная ситуация редко соответствует средним значениям. В данном случае требовались показатели текущего состояния в режиме «реального времени», чтобы каждый мог видеть фактический ассортимент продукции в любой момент времени и действовать адекватно ситуации, чтобы обеспечить поддержание потока.
В деле создания бережливых процессов часто приходится обращаться к концепциям, которые будут применяться на последующих этапах. Поэтому целесообразно ознакомиться с ними заблаговременно. Применяя базовые концепции связывания потока и системы вытягивания (они излагаются в следующей главе), команда позаботилась о том, чтобы наглядно представить фактический спрос, определив количество и место незавершенного производства для каждой категории изделий (требующих непродолжительной, средней и длительной обработки). Для каждого участка был определен минимальный и максимальный объем незавершенного производства, т. е. заблаговременно, еще до начала стандартизации, использован индикатор стандартного состояния, что позволило команде принимать решения о распределении ресурсов. Такие визуальные индикаторы были введены по ходу всего потока создания ценности, чтобы каждый оператор поддерживал устойчивый поток.
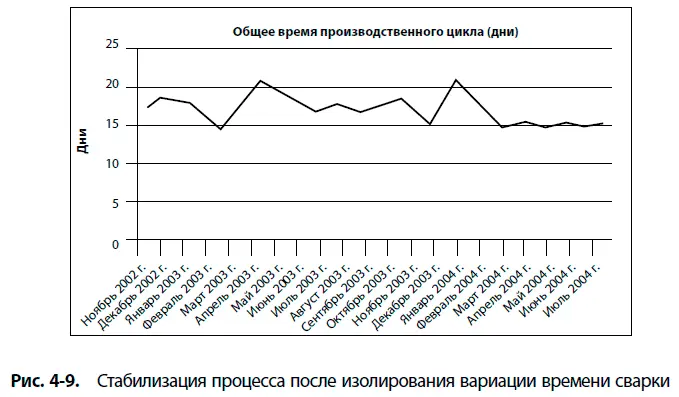
Определение и контроль объема незавершенного производства на каждой операции позволили снизить диапазон колебаний времени производственного цикла, а дальнейшее сокращение этого объема будет способствовать снижению общей продолжительности цикла. Результаты представлены на рис. 4–9. Хорошо видно, что общее время производственного цикла процесса теперь устойчиво приближается к 15 дням, и в этом отношении процесс «стабилен». Поскольку базовый уровень стабильности обеспечен, данный поток создания ценности готов к дальнейшим преобразованиям в рамках цикла непрерывного совершенствования.
Выравнивание объема работ – фундамент для потока и стандартизации
Как мы уже видели в примере, приведенном выше, группировка продукции для изолирования вариации – важнейший этап обеспечения стабильности и фундамент создания потока и стандартизации. В сущности, такое изолирование – простейший пример применения метода хейдзунка или выравнивания. Группируя похожие продукты, мы сумели выровнять объем работ для большей части процесса. Данную работу с высокой вариабельностью по-прежнему трудно стандартизировать, однако теперь это возможно в 80 % случаев. Это важный аспект обеспечения стабильности. На этапе стабилизации возможно применение простейших принципов выравнивания, наряду с этим существуют более продвинутые методы хейдзунка, которые постепенно ужесточают режим и интенсивность работы системы на более поздних этапах. (Подробнее мы поговорим об этом в главе 7.)
Одна из распространенных ошибок – попытка слишком поспешно приступить к созданию потока и стандартизации. Как будет показано в следующей главе, обеспечение потока между операциями позволяет оперативно выявлять любые проблемы, которые в таких условиях носят критический характер (их игнорирование грозит катастрофическими последствиями). Если вы переходите к данному этапу, не устранив крупные помехи, в итоге вы получите неисчислимые проблемы и в конечном счете вернетесь к старым методам. Попытка стандартизировать хаотический процесс с высоким уровнем вариабельности также, скорее всего, приведет к разочарованию, поскольку стандартизировать вариацию невозможно.
Если сравнить создание бережливых процессов со строительством дома, очевидно, что прежде чем настилать крышу, нужно возвести стены, а они, в свою очередь, опираются на фундамент. Это легко понять, когда речь идет про дом – реальный, видимый, материальный объект, состоящий из известных всем элементов (все дома имеют крышу). Если же мы говорим о бережливой системе, все далеко не так понятно. Процесс будет более успешным, если уделять первоочередное внимание назначению каждого этапа, а не применению бережливых инструментов. Для начала нужно понять что и лишь потом задумываться как. Бережливые инструменты применяются для решения конкретных проблем, а не просто потому, что присутствуют в наборе инструментов.
Читать дальшеИнтервал:
Закладка:









