Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota

- Название:Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota
- Автор:
- Жанр:
- Издательство:Array Литагент «Альпина»
- Год:2011
- Город:Москва
- ISBN:978-5-9614-2677-9
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota краткое содержание
Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Почему поток?
Чаще всего неудачи при внедрении проистекают из ошибочного убеждения, что успех коренится в применении инструментов бережливого производства (например, в создании ячейки). Мы часто устраиваем для наших клиентов визиты на бережливые предприятия, иногда и на заводы Toyota, и бывает весьма любопытно послушать, что они выносят из таких экскурсий. Обычно на них производят впечатление чистота, порядок, дисциплина, тщательность и люди, сосредоточенно занимающиеся своим делом. Но когда клиенты видят что-то, что можно немедленно применить на собственном предприятии, у них буквально загораются глаза.
Однажды во время экскурсии по бережливому предприятию кто-то заметил, что рядом с каждой ячейкой есть небольшой шкафчик с расходными материалами и лидер ячейки выписывает материалы по мере надобности. Для пополнения запаса, скажем, пластиковых перчаток использовалась система канбан. Наш «промышленный турист» сгорал от нетерпения вернуться к себе на завод и создать подобную систему заказа расходных материалов. К сожалению, он заметил лишь один инструмент и упустил из виду взаимосвязанность и взаимозависимость всей совокупности элементов. Для успешного создания бережливого процесса нужно хорошо понимать, как отдельный инструмент работает на достижение цели. Едва ли опытный механик, ремонтируя машину, сначала возьмет первый попавшийся гаечный ключ, а потом примется за поиски подходящей для него гайки. Прежде всего он определит сущность проблемы и меры, которые позволят ее устранить, и лишь затем подберет нужные для работы инструменты.
И все же мы часто видим, как организация берется за инструменты, прежде чем осмыслит происходящее. «Мы собираемся внедрить визуальный контроль», – говорят менеджеры, словно речь идет о кусочке головоломки, который нужно вставить на место. Ключ к долговременному успеху – общие усилия, которые включают осмысление базовых принципов или концепции, эффективную стратегию, предполагающую обязательность реализации данной концепции, методику применения данной концепции, инструменты бережливого производства для внедрения избранного метода и эффективный подход к измерению общего результата.
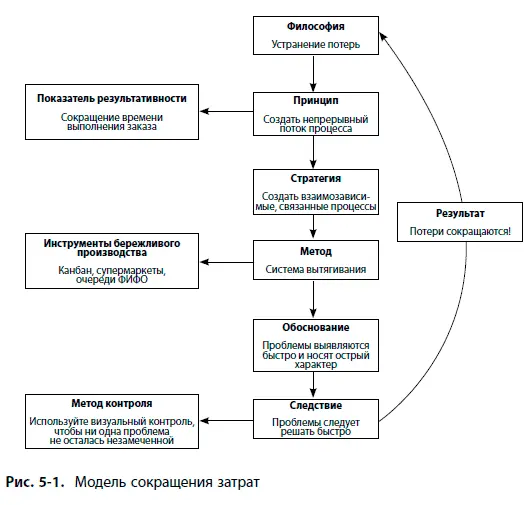
Мы считаем, что полезно задуматься о взаимосвязи потока единичных изделий и сокращения затрат в контексте более широкой модели, как показано на рис. 5–1. Вместо того чтобы безоглядно хвататься за создание потока и системы вытягивания, остановитесь и подумайте, какую цель вы хотите достичь. Данная модель подчеркивает связь между основным принципом бережливого производства – выявлением и устранением затрат – и методом достижения этой цели, т. е. снижением размера партии, которое приближает к созданию непрерывного потока. Нередко создание непрерывного потока считается первоочередной задачей построения бережливого процесса, однако на деле организация непрерывного потока нацелена на устранение потерь во всех операциях. Первоочередная задача – это ликвидация потерь.
Когда материал и информация движутся непрерывным потоком, объем потерь в процессе уменьшается. Это верно по определению. Значительный объем потерь не позволит создать поток материала или информации. Однако происходящее имеет и более глубокий смысл. Поддержание непрерывного потока между процессами связывает их воедино, и один процесс становится зависимым от другого. Данная взаимозависимость и ограниченный объем буферных запасов делают любую помеху потоку более серьезной.
Любой, кто пытался создать поток единичных изделий (а это действительно непростая задача!), понимает, что обострение проблем может стать большим преимуществом… или нанести огромный ущерб. В отсутствие эффективной системы поддержки обнажение проблем равносильно смертному приговору. Именно поэтому инструменты бережливого производства так важны: они способны создать структуру, которая поможет достичь успеха и избежать провала. Инструменты бережливого производства способствуют созданию как систем поддержки, так и методов контроля, которые позволяют адекватно реагировать на выявленные проблемы.
Меньше – значит больше: сокращение потерь за счет контроля перепроизводства
Подлинный поток единичных изделий означает, что каждая операция производит лишь то, что в данный момент нужно следующей. Если следующая операция по какой-то причине приостановилась, останавливаются все предшествующие ей операции. Казалось бы, что может быть неприятнее, чем остановка. Однако альтернатива прекращению работы – это перепроизводство, когда мы делаем больше или быстрее, чем нужно следующей операции. В Toyota считают перепроизводство самым опасным из семи видов потерь, поскольку оно порождает остальные шесть (избыток запасов, лишние движения, лишняя обработка, скрытые дефекты и т. д.). Это позволяет понять, как меньшее может стать большим (меньше означает меньшее количество деталей, изготовленных на отдельных этапах процесса, больше означает увеличение доли работы, добавляющей ценность, в процессе в целом). Ниже приводится пример типичной ситуации перепроизводства, которое негативно сказывается на удовлетворении требований потребителя.

Конкретная ситуация: контроль перепроизводства повышает операционную готовность
Стояние в кругу и наблюдение за производственной линией показало, что перепроизводство чрезвычайно распространено. Вдоль линии скопились запасы продукции – изделия лежали штабелями. Все рабочие были постоянно заняты, но мы заметили, что операторы значительную часть времени занимались складированием избытков продукции. Когда работы не было, большинство операторов возились с запасами (результатом перепроизводства). Сравнение времени цикла с временем такта показало – и в этом не было ничего удивительного – что продолжительность всех операций меньше времени такта, а значит, у операторов оставалось лишнее время. Поскольку они не выполняли иных задач, связанных с добавлением ценности, они тратили это время на перепроизводство и работу с запасами.
Кроме того, наблюдение показало, что в результате перепроизводства на следующей операции (процесс-потребитель) тратится дополнительное время на перемещение и распаковку продукции, поступающей крупными партиями, и это создает дополнительные неудобства. Время цикла данной операции укладывалось во время такта, однако из-за дополнительной работы по перемещению и распаковке продукции общее время превышало время такта, и в итоге данная операция не могла удовлетворить требования потребителя в течение запланированного рабочего времени. В данном случае избыток потерь создавался процессом-поставщиком, а негативные последствия выявлялись у процесса-потребителя.
Читать дальшеИнтервал:
Закладка:









