Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota

- Название:Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota
- Автор:
- Жанр:
- Издательство:Array Литагент «Альпина»
- Год:2011
- Город:Москва
- ISBN:978-5-9614-2677-9
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota краткое содержание
Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Рабочая зона была разбита на рабочие места. Это поставило непростую с технической точки зрения задачу перемещения самолета с одного места на другое. В какой-то момент самолет разбирался полностью: крылья и шасси снимались. Истребитель F18 был новым самолетом для базы, и для него удалось приобрести установку, которая представляла собой огромное приспособление на колесах, позволяющее перемещать разобранный самолет с одного ремонтного участка на другой. Однако проделать это с истребителем P3 было невозможно, и в данном случае было решено создать «виртуальную поточную линию». Ремонтные бригады подходили к самолету через установленные промежутки времени, чтобы выполнить определенный вид работ. Это означало, что им приходилось брать с собой инструменты и материалы, необходимые для соответствующей операции.
Для отладки отдельных составляющих системы было проведено несколько практических семинаров по кайдзен. Среди них были семинары по 5S, в ходе которых на базе произвели перепланировку рабочей зоны, определили для всего свое место и промаркировали стандартные места. Практические семинары по материальному потоку помогли выработать более рациональный подход к демонтажу самолета. Теперь детали самолета укладывались в специальные коробки, и когда они возвращались из хранилища, все они лежали как надо. Опасные материалы размещались на тележках в контейнерах. Запас всех контейнеров, деталей и материалов пополнялся при помощи систем вытягивания по мере использования наличных запасов. Начался медленный и сложный процесс детального анализа каждой операции для разработки процедур стандартизированной работы и приведения темпа работы каждого участка в соответствие со временем такта.
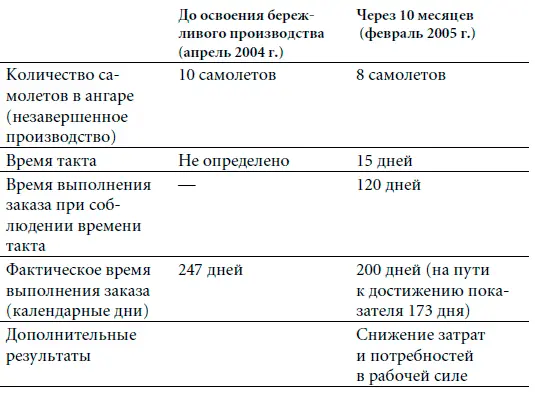
Истребитель P3 – довольно старая модель, которая вскоре будет снята с вооружения. В ВМС решили сократить парк этих самолетов на 50 единиц, с 200 до 150, с условием чтобы около 120 таких самолетов постоянно находились в боевой готовности. Чтобы обеспечить боеготовность такого количества самолетов, нужно сократить время технического обслуживания. Поскольку в связи со старением у таких самолетов наблюдались проблемы с топливной системой и могли возникнуть усталостные процессы, необходимость дополнительных механических испытаний на прочность делает требования к ремонту более жесткими, а значит, еще больше усложняет работу, которую приходится выполнять в весьма сжатые сроки. Можно сказать, что с точки зрения ВМС ситуация была кризисной, а с точки зрения бережливого производства представляла собой идеальную возможность продемонстрировать значимость устранения потерь.
До предъявления дополнительных требований к испытаниям и работам ремонт такого истребителя занимал 247 календарных дней. Чтобы постоянно поддерживать в боевой готовности 120 самолетов, требовалось сократить время цикла до 173 дней, т. е. на 30 %.
Официально освоение бережливого производства под руководством опытного консультанта [5]началось в апреле 2004 года. Менее чем через год, к февралю 2005 года, после составления карт потока создания ценности и многочисленных практических семинаров по кайдзен стали заметны результаты, представленные в таблице.
Одно дело – наладить процесс, другое – управлять им. Этот навык требовал совершенно иного подхода к менеджменту, нежели тот, к которому привыкли нынешние руководители. Нужно было не только заниматься самыми разными инструментами – 5S, стандартизированной работой, решением проблем и т. д., но и пресечь попытки принять избыточное количество самолетов. Последняя задача была одной из самых трудных. Основа концепции потока – фиксированное количество незавершенного производства. Линия имеет определенное количество рабочих участков и «стационар», других мест для самолетов в ангаре нет. Когда ремонт одного самолета завершен и он покидает ангар, можно принимать следующий.
Это противоречило всем установкам руководителей и принятой системе показателей. Во-первых, руководство было убеждено, что, если самолет останется за пределами ангара, на его ремонт уйдет больше времени. Освоение бережливого производства доказало прямо противоположное – время выполнения заказа значительно снижается при работе над фиксированным числом самолетов. Принимать очередной самолет можно лишь после того, как освободится место в начале поточной линии, а до тех пор лучше оставить самолет за пределами ангара. Во-вторых, раньше случалось, что рабочие оставались без дела, поскольку вся работа по ремонту находящихся в ангаре самолетов была выполнена. Руководители опасались такой ситуации, поскольку их оценивали по часам работы производственных рабочих и именно из этих соображений в ангарах предусматривалось наличие вспомогательной рабочей силы. Временами, когда на ремонт поступал новый самолет, кто-нибудь из вышестоящего руководства приказывал принять его на ремонт. Консультантам по бережливому производству приходилось использовать все свое влияние, чтобы самолет вывели из ангара. Это было настоящий конфликт культур.
В ВМС были поражены результатами. База в Джексонвилле вскоре превратилась в излюбленное место экскурсий кадрового состава ВМС, ВВС, авиационных складов ВМС и других организаций, представители которых хотели увидеть подлинное бережливое производство в действии. Авиабаза стала образцом для подражания. Удивительнее всего, пожалуй, было то, что ремонт самолетов осуществлялся на линии, напоминающей сборочную. Создание поточной линии с заданным временем такта позволило заняться непрерывным совершенствованием, устранить потери и обеспечить сбалансированную работу линии в целом. Хаос и дезорганизацию стали вытеснять контроль и стабильность.
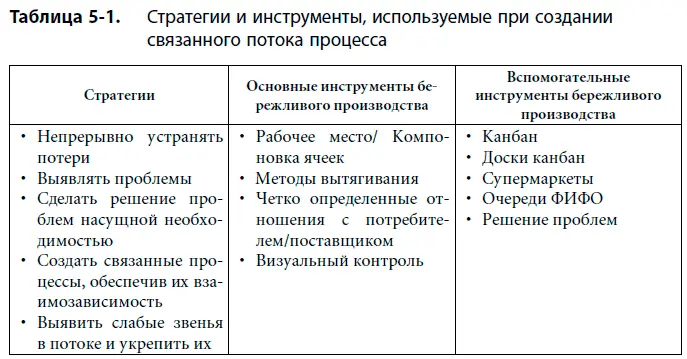
Стратегии создания связанного потока процесса
В таблице 5–1 представлены стратегии создания связанного потока процессов, а также часто применяемые основные и вспомогательные инструменты бережливого производства. В зависимости от обстоятельств можно применять как те инструменты, что уже использовались на этапе стабилизации, так и дополнительные. Что касается названных целей и стратегий, все они обязательны.
Поток единичных изделий
Стремление создать поток единичных изделий – идеал потока – превратилось в своего рода «пунктик», при этом попытки многих компаний достичь этого уровня заканчиваются неудачей. Создание потока единичных изделий чрезвычайно сложная задача, которая требует прекрасно отлаженного процесса и особых условий. Нередко создать такой поток попросту невозможно, в других случаях, прежде чем удастся выйти на этот уровень, требуется пройти множество витков спирали непрерывного совершенствования.
Читать дальшеИнтервал:
Закладка:









