Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota

- Название:Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota
- Автор:
- Жанр:
- Издательство:Array Литагент «Альпина»
- Год:2011
- Город:Москва
- ISBN:978-5-9614-2677-9
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota краткое содержание
Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Один из наших сотрудников работал с этой компанией в качестве консультанта и, занимаясь составлением карты потока создания ценности для текущего состояния процесса, обнаружил, что реальная ситуация с межпроцессными проверками не соответствует процедуре, описанной на бумаге (подобные открытия случаются нередко). Постоянные проволочки и задержки порождали заторы в системе и препятствовали потоку. Была разработана концепция будущего состояния, после чего началась работа по стабилизации подпроцессов, а затем их предварительное связывание.
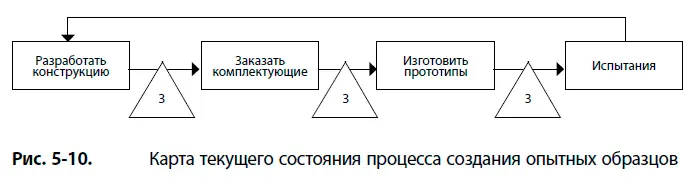
Одним из узких мест в существующем процессе был этап изготовления и испытаний опытных образцов. Разрабатывалась конструкция сидений, заказывались комплектующие, изготавливались и испытывались сотни опытных образцов.
Когда была составлена карта процесса, стало видно, что это классический случай обработки партиями и выталкивания по графику (см. рис. 5-10). Сначала полностью разрабатывалась конструкторская документация на все сиденья – сиденья с подогревом, сиденья без подогрева, многоместные сиденья, сиденья для водителя, электрический привод сиденья и т. д. На основании разработанной документации заказывались комплектующие. Комплектующие поступали от поставщиков в разное время. Группа, которая изготавливала опытный образец, ждала поступления комплектующих сколько могла, после чего приступала к изготовлению тех сидений, которые можно было сделать из имеющихся комплектующих. После этого сиденья огромными партиями отправлялись на испытания. Если сиденья не проходили испытания, их отправляли на доработку для устранения проблем.
Была разработана карта будущего состояния процесса. Теперь было ясно, что основная проблема состоит в обработке продукции партиями. На каждом этапе процесса формировались крупные партии, которые выталкивались на следующий этап. На схеме текущего состояния результат такого подхода – запасы показаны в виде треугольников. На этапе конструирования сидений это были запасы информации – проекты, накопление которых предшествовало этапу заказа комплектующих. Решение: создать систему последовательного вытягивания. Но как добиться этого применительно к информационному процессу, который представляет собой проектирование?
Было решено разработать скользящий график выдачи результатов работы на каждом этапе. Вместо того чтобы ждать, пока будет выпущена конструкторская документация на все сиденья, по завершении разработки одного изделия оно передавалось на следующий этап, чтобы можно было приступить к заказу комплектующих. Как только поступали все комплектующие для этого сиденья, начиналось изготовление прототипа, который отправлялся в отдел испытаний, чтобы как можно быстрее сообщить их результаты инженерам-разработчикам.
Важнейшим инструментом, который помог изменить ситуацию, стала так называемая «доска вытягивания». Это был несложный инструмент визуального менеджмента: белая доска с основной информацией по каждому из сидений. Такая доска появилась в каждом отделе. Это позволяло сотрудникам отдела комплектации видеть, когда заказаны комплектующие, когда они должны поступить, прибыли ли они вовремя и когда предполагается завершить разработку очередного сиденья. Если в отделе комплектации не успевали заказать и получить комплектующие на скопившиеся разработки, об этом сообщали проектировщикам. Если отдел комплектации был готов взять новую работу, об этом тоже уведомляли проектировщиков.
Результатом такой работы было значительное сокращение продолжительности процесса. Узкие места и заторы были устранены, обратная связь стала более оперативной, а качество разработок повысилось. Неожиданно процесс обрел некую степень контроля.

Конкретная ситуация: создание потока при обработке заказов
Создание потока – эффективный метод, который приносит пользу любому процессу, производящему любой продукт. (Слово «продукт» обычно ассоциируется у нас с товарами промышленного производства, однако данные концепции применимы к любому объекту, который в процессе обработки передается из рук в руки. Это может быть заказ на поставку, страховой полис или сэндвич, приготовленный в Subway.) В данном случае продукт представлял собой заказ потребителя, который требовал ввода данных в компьютерную систему, внесения изменений в соответствии с требованиями заказчика, заказа материалов для изготовления изделий по индивидуальным заказам, вычерчивания индивидуально заказанных деталей с помощью САПР и проведения анализа.
Так же, как при обычном производственном процессе, все перечисленные виды деятельности были распределены между разными отделами, каждый из которых выполнял конкретную задачу. Заказ перемещался из отдела в отдел, каждый раз попадая в лоток для входящих документов, полный разных бумаг. Была разработана сложная система отслеживания дат, с тем чтобы заказы обрабатывались по принципу ФИФО, однако на деле все происходило совсем иначе. Некоторые заказы были более сложными и требовали больше времени, другие были попроще или требовали ускоренной обработки, поскольку речь шла об уже отгруженных изделиях. Поскольку время обработки таких заказов было весьма продолжительным, меньше времени оставалось на производство, а сложность процесса только усугубляла ситуацию.
Как всегда при создании потока, сложнее всего было сбалансировать время и объем выполняемой работы. В одних случаях на ввод заказа уходило больше времени, чем на работы с помощью САПР, в других все было наоборот. Узкие места то и дело возникали то тут, то там, и вариация времени выполнения заказа была очень высока. Ситуация обострялась, когда кто-либо из сотрудников отсутствовал на рабочем месте (особенно если текущие заказы требовали активного участия именно того отдела, где работал отсутствующий).
Сначала составили карту процесса и разбили продукты на семейства (потоки создания ценности). Решение выделить отдельные семейства продуктов было продиктовано необходимостью изолировать вариацию, как описано в главе 4. С учетом сложности заказа и времени его обработки были выделены три потока создания ценности. Самые сложные заказы с максимальным уровнем вариации были выделены в один поток, а более простые заказы на конечную доработку – в другой. Третий поток создания ценности (подавляющая часть заказов) включал заказы, сложность и время обработки которых приближались к стандарту.
Читать дальшеИнтервал:
Закладка:









