Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota

- Название:Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota
- Автор:
- Жанр:
- Издательство:Array Литагент «Альпина»
- Год:2011
- Город:Москва
- ISBN:978-5-9614-2677-9
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota краткое содержание
Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
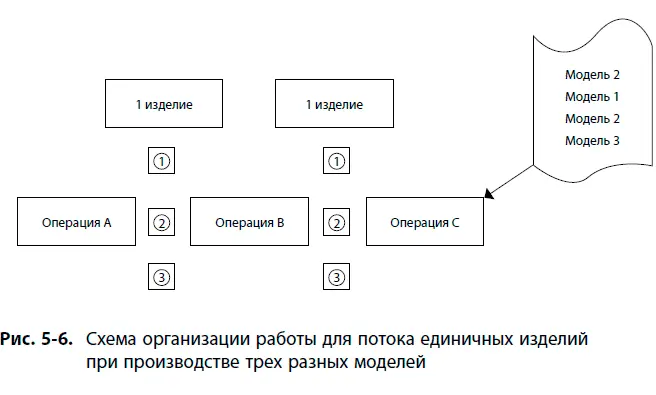
Предположим, на операции C требуется изготовить модель 2. Оператор берет одно изделие с заданного места между операцией B и операцией С. По условиям договора это служит сигналом для операции B: пустое место – это сигнал, и когда потребитель вытягивает изделие, следует подать на это место следующее, т. е. изготовить деталь для модели 2. Теперь ситуация соответствует рис. 5–7.
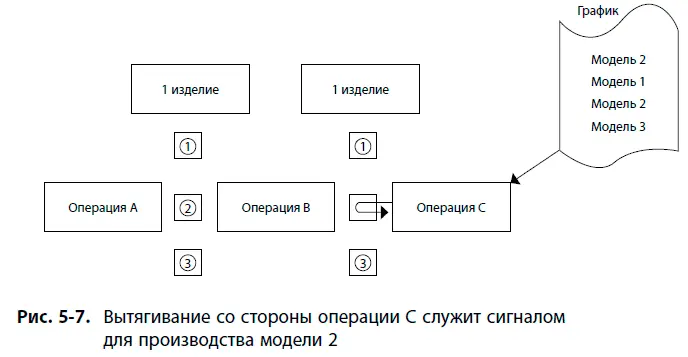
После этого операция B забирает деталь 2, которая находится между операциями A и B, что побуждает операцию A приступить к изготовлению детали для модели 2. По завершении работы операция B восполняет запас между операцией B и операцией C. Теперь картина соответствует рис. 5–8.
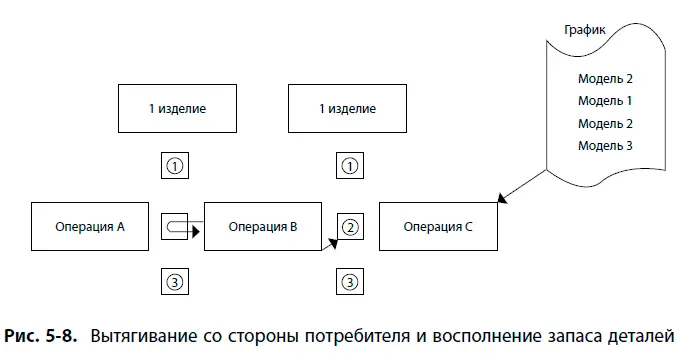
Разумеется, это упрощенная модель, однако здесь выполняются все три необходимых условия и их соблюдение поддерживается с помощью визуальных средств. Эта базовая модель применима при производстве продукции в больших объемах или небольшого ассортимента, а также при работе с запасами. Ее основное преимущество – гибкость, которая позволяет изготовить любую модель в любой момент времени и быстро переключаться с одной модели на другую.
Система вытягивания в условиях производства на заказ
Рассматривая несложную модель (рис. 5–8), которая предполагает производство всего трех видов деталей, многие думают, что широкий ассортимент изделий при производстве на заказ не позволяет использовать систему вытягивания. Такое убеждение опирается на ошибочное предположение, что, когда на операции C изготавливается конкретная модель, предыдущая операция (B) получает сигнал вытягивания, с тем чтобы изготовить деталь для той же самой модели. Если на операции C работают с деталью типа «1», значит, B должна возместить деталь, использованную для «1».
Что происходит, если вы работаете с тысячами разных деталей и некоторые из них используются не чаще раза в месяц? При широком ассортименте или производстве на заказ сигнал о том, что изготавливать дальше (индивидуальный заказ), поступает не на операцию C, а на операцию A. По завершении операции A деталь передается на операцию B. После обработки детали на операции B она передается на операцию C. Таким образом, работа «протекает» через последующие операции. Не забывайте, что поток и вытягивание – это не одно и то же. Принято думать, что, если предписание о производстве изделия поступает в начало линии (операция A), значит, работа должна выталкиваться на операцию B и операцию C.
Давайте вернемся к отличиям вытягивания от выталкивания. Первым отличием является четкий договор между двумя сторонами. Существует ли такой договор между операцией A и операцией B в случае производства изделий на заказ? Да, его условием по-прежнему является обработка изделий по одному. Второе отличие требует, чтобы условия договора закрепляли за изделиями определенное место. Это место закрепляется по тому же принципу, что и в предыдущем примере. Третье отличие требует обеспечить контроль соблюдения условий данного договора (стандарта) в процессе производства. Каким образом осуществляется контроль производства? Все так же, с помощью визуальных средств.
В чем разница с примером, рассмотренным ранее? Единственное различие в договорах – условие о том, чего хочет потребитель. Объемы производства остались прежними, но как быть с моделью? Процессы-потребители (B и C) не определяют, какую модель будет изготавливать процесс-поставщик. Условие договора заключается в следующем. Каждая операция обрабатывает изделия в последовательности, заданной предшествующей операцией. Это называется последовательным вытягиванием или последовательным потоком.
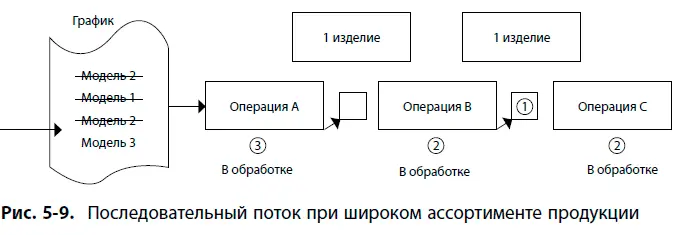
На рис. 5–9 показан последовательный поток в условиях высокого разнообразия типов продукции. График задается для операции A, на которой уже были изготовлены модель 2, модель 1 и еще одна модель 2; следующим изделием по графику является модель 3. Поскольку между операцией A и операцией B есть свободное место, A может приступать к изготовлению следующего по графику изделия. Правила вытягивания остаются в силе – если место между A и B занято, операция A не может приступить к изготовлению очередного изделия. По правилам, если место между операцией-поставщиком и операцией-потребителем занято, операция-поставщик может заниматься обработкой детали, но не может передать ее дальше. Деталь остается на рабочем месте. В результате операция B по-прежнему определяет, что делать (изготавливать ли очередное по графику изделие) и когда (когда освобождается место). Если обработка детали на операции B завершится раньше, чем поступит сигнал (освободится место) перед операцией C, оператор держит ее на рабочем месте до поступления сигнала с операции С.
В условиях широкого ассортимента уровень гибкости ограничен временем выполнения заказа на отрезке, который начинается точкой формирования графика и заканчивается конечной операцией по изготовлению продукта. Время выполнения заказа определяется количеством операций, которые проходит продукт. Внесение изменений в график не означает немедленных изменений на выходе процесса из-за задержки, соответствующей продолжительности прохождения потока.
Чтобы такой поток работал без сбоев, каждый оператор должен быть готов в любой момент изготовить любую модель. Часто самая трудная задача при создании последовательного потока в условиях производства на заказ – сбалансировать продолжительность операций. В предыдущей главе приводился конкретный пример того, как снизить высокий уровень вариации, характерный для производства на заказ, и как сбалансировать работу, сгруппировав операции с учетом их продолжительности.
Что, если безупречно сбалансировать время цикла операций A, B и C невозможно? Первым делом спросим: «Может ли каждая из этих операций стабильно выполнять стоящую перед ней задачу быстрее, чем требует потребитель, т. е. быстрее времени такта?» Если, исходя из средних значений, на этот вопрос можно ответить да, но операция часто не укладывается во время такта из-за вариабельности, значит, необходим буферный запас. Буфер не должен быть неуправляемой системой выталкивания. Его можно обозначить визуально, при помощи маркировки, которая будет определять допустимое между операциями количество единиц продукции, например три изделия между смежными операциями. При этом следует соблюдать принцип ФИФО («первым вошел – первый вышел»), чтобы в поток не могли вклиниться детали со стороны.
Читать дальшеИнтервал:
Закладка:









