Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota

- Название:Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota
- Автор:
- Жанр:
- Издательство:Array Литагент «Альпина»
- Год:2011
- Город:Москва
- ISBN:978-5-9614-2677-9
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota краткое содержание
Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Хейдзунка – основа стандартизации при планировании ресурсов
Термин «хейдзунка», как мы уже говорили, означает «сглаживать, выравнивать, делать плавным». Но часто при переводе слова на другой язык его концептуальное значение теряется. В контексте бережливого производства данный термин означает «выравнивание ассортимента продукции в течение определенного отрезка времени», что позволяет производить каждую деталь ежедневно (или даже каждые несколько часов). Хотя потребитель редко заказывает продукцию партиями, тем не менее ее производство часто организовано именно так. Идея состоит в том, чтобы изготавливать продукцию в небольших количествах, приближая объемы производства к фактическому спросу.
Однако это лишь часть концепции. Создание идеально плавного процесса производства требует высочайшей гибкости и восприимчивости к изменению потребительского спроса.
Нам никогда не приходилось сталкиваться с ситуацией, когда потребители на радость производителю заказывали изо дня в день одно и то же количество одних и тех же деталей. В жизни все далеко не так просто! Постоянно меняющийся спрос порождает множество проблем в потоке создания ценности: возникает необходимость адаптации ресурсов к постоянно меняющимся потребностям. Если колебания спроса значительны, чтобы к ним приспособиться, нужно наращивать объем запасов. Когда спрос на пике, мощностей не хватает, но во время спада возникает избыток. В такой ситуации приходится поддерживать чрезмерный объем ресурсов, рассчитанный на пиковый спрос, и мириться с недоиспользованием ресурсов в моменты спада.
Колебания потребительского спроса порождают так называемый «эффект кнута». Легкий взмах умелой руки, держащей кнут, – и вот уже его кончик со свистом рассекает воздух, грозя нанести удар сокрушительной силы. Подобным образом небольшая вариация потребительского спроса на конечной операции передается по всему потоку создания ценности с растущим на каждой последующей операции размахом. Эффект кнута особенно ощутим для удаленных поставщиков или процессов. В результате этого эффекта для удовлетворения значительных колебаний спроса требуется все больший объем ресурсов (и затрат).
В такой ситуации внедрение стандартизированной работы становится проблематичным, а то и вовсе невозможным. Не забывайте, что при стандартизации мы пытаемся равномерно распределить работу между операциями с учетом времени такта, которое определяется ритмом потребительского спроса. Если время такта падает и опускается с каждым взмахом кнута, выравнивание и стандартизированная работа тоже будут подвержены неконтролируемым колебаниям. О какой стандартизации может идти речь, если время такта постоянно меняется? Это основа второй формы хейдзунка – выравнивание во имя внутренней стабилизации потока создания ценности (это выравнивание распространяется и вовне, на поставщиков). Такое выравнивание спроса обеспечивает основу стандартизации, вокруг которой выстраиваются все потребности в ресурсах, как показано на рис. 7–1.

Зачем вам это нужно?
Принимаясь за выравнивание производства, вы избираете нелегкий путь. Такой выбор должен делаться сознательно, так как он имеет ряд последствий. Выравнивание требует безупречного согласования во времени и гибкости, обеспечивающих циклический выпуск небольших партий продукции. Создать гибкий процесс непросто. Любые проблемы, которые вызывают задержки, выявляются немедленно, но приводят к сбоям в графике.
Например, выравнивание номенклатуры продукции означает, что в течение дня производятся небольшие объемы каждого вида изделий, что требует переключения с одного изделия на другое. Нередко это связано со сменой материала, оснастки и т. д. Переналадка требует времени. Если процесс переналадки не стандартизирован и не продуман до мелочей, частые переналадки приведут к потерям и график будет нарушен. С точки зрения традиционного массового производства любые потери производственного времени есть зло. С точки зрения системы бережливого производства уменьшение размера партии есть благо. Тому, кто взялся за выравнивание, не остается ничего другого, как снижать время переналадки.
Некоторым не по душе постоянное повышение требований, так как работа становится напряженной. К тому же возникает риск не выйти на заданные показатели производительности. Наш разум инстинктивно стремится защитить нас от какого бы то ни было риска, ведь сознательный риск противен природе человека. В этом-то и сложность дао Toyota. Нам приходится сознательно подвергать себя риску. Чтобы свести риск к минимуму, нужно тщательно все продумать, усердно работать и грамотно управлять процессом. Следует понимать, что, взявшись за создание бережливого процесса, вы беретесь за дело, которым предстоит заниматься всю жизнь. Бесперебойная работа процесса требует неусыпного внимания.
Так зачем вам это нужно? Обратившись к практике работы любого традиционного предприятия, мы услышим такие слова, как «авралы» и «всплески». Речь идет об изменениях спроса и объема работы в потоке создания ценности. Время многих менеджеров уходит на борьбу с этими колебаниями – они пытаются приспособиться к ситуации, перераспределяя ресурсы и беспрерывно занимаясь «тушением пожаров», вызванных очередным сокрушительным пиком спроса. Эти менеджеры спят и видят тот день, когда им удастся справиться с очередной волной и вернуть ход вещей в «нормальное» русло. К сожалению, за одной волной спроса обычно следует другая – как это и бывает в океане. Бесконечные попытки поймать волну не позволяют заниматься процессом совершенствования. Вместо стабилизации менеджмент большую часть времени занимается сдерживанием.
Сглаживание спроса для предшествующего процесса
Что, если спрос на ваш продукт стабилен? Как это скажется на вашем процессе? Если поступающие в поток создания ценности сигналы о «потребительском» спросе носят устойчивый характер (кавычки показывают, что хейдзунка показывает не «фактический» потребительский спрос), это оказывает сглаживающее влияние на все процессы. Такое сглаживание делает возможной стандартизацию объема ресурсов, что значительно упрощает планирование и контроль.
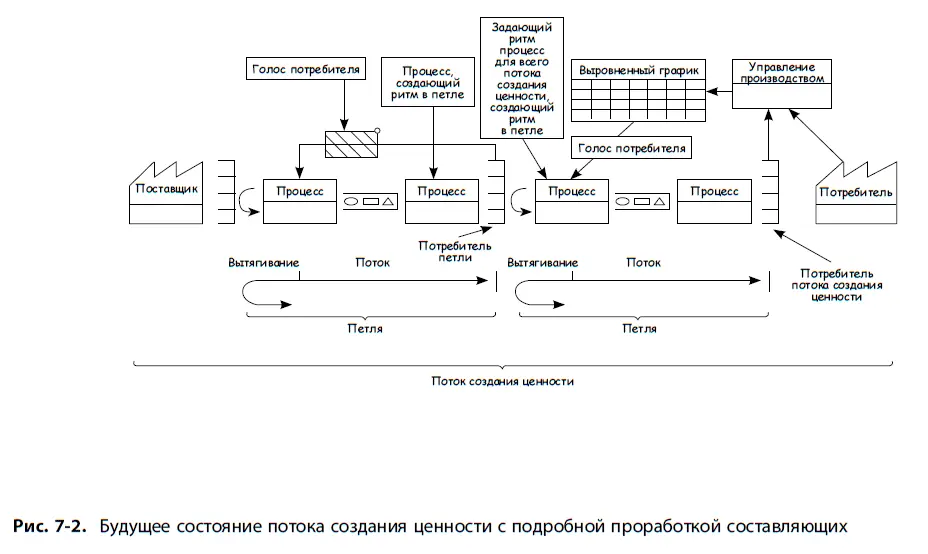
Давайте еще раз обратимся к модели потока создания ценности, данной в главе 3. Она изображена на рис. 7–2. Мы видим, что будущее состояние потока создание ценности включает «доску» или «ящик» хейдзунка. Это распространенный способ визуального представления выровненного графика. Каждая ячейка ящика соответствует определенному отрезку времени (например, с 8:00 до 8:15), в течение которого рабочий берет канбан производства, подает его на операцию, задающую ритм, в качестве очередного заказа и забирает готовые изделия в соответствии с предыдущим заказом. Есть множество способов сделать то же самое; так, иногда заказы ежечасно вывешиваются на доске. Здесь возможны разные решения, но все они имеют одну цель: сделать очевидным временной интервал (питч) – с момента поступления заказа до его выполнения и количество продукции, которое нужно изготовить в течение питча (определение питча см. в книге Учитесь видеть бизнес-процессы). Таков механизм, поддерживающий процесс выравнивания. Оператор, задающий ритм потоку, всегда знает, работает он быстрее или медленнее, чем нужно.
Читать дальшеИнтервал:
Закладка:









