Юрий Подольский - Сварочные работы. Практическое пособие

- Название:Сварочные работы. Практическое пособие
- Автор:
- Жанр:
- Издательство:ООО «Книжный клуб “Клуб семейного досуга”»
- Год:2015
- Город:Харьков, Белгород
- ISBN:978-617-12-0106-4, 978-5-9910-3430-2
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Юрий Подольский - Сварочные работы. Практическое пособие краткое содержание
Книга познакомит вас с основными видами сварки: ручной дуговой, автоматической дуговой, электрошлаковой и газовой. Также подробно описаны особенности сварных соединений и швов, электродуговой и кислородной резки металлов: алюминия, нержавеющей стали, меди, чугуна. Кроме того, мастера-любители по приведенным расчетам смогут самостоятельно изготовить множество полезных в быту приспособлений.
Сварочные работы. Практическое пособие - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
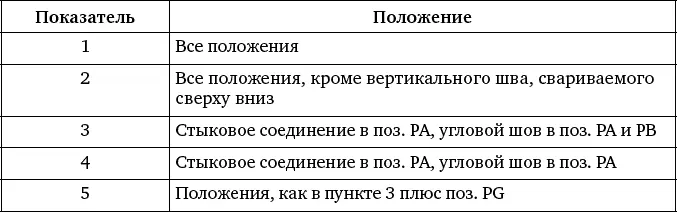
Таблица 8
Технические характеристики баллонных редукторов
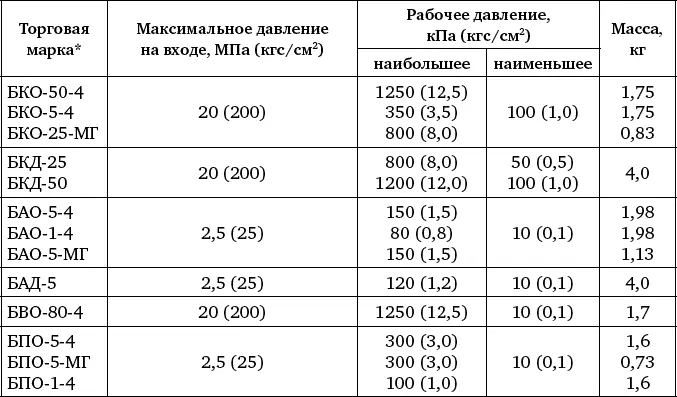
* Первая буква определяет назначение редуктора, вторая – редуцируемый газ, третья – число ступеней редуцирования; первое число после буквенного обозначения – максимальное значение пропускной способности при наибольшем рабочем давлении, м 3/ч; второе число – модификация редуктора; МГ – малогабаритные редукторы.
Таблица 9
Правила выбора горелки
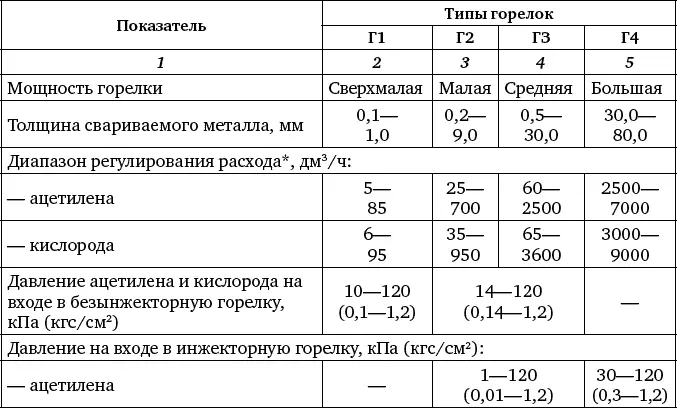

* Предельное отклонение ±10 %.
Таблица 10
Правила выбора наконечника горелки
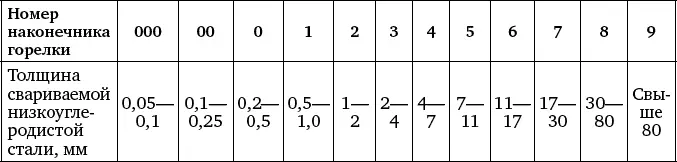
Таблица 11
Ориентировочные режимы ручной дуговой сварки

Таблица 12
Зависимость сварочного тока от диаметра электрода

Примечание: при сварке тавровых соединений силу тока принимают на 10–15 % больше, чем при сварке встык.
Таблица 13
Правила подбора сварочного тока
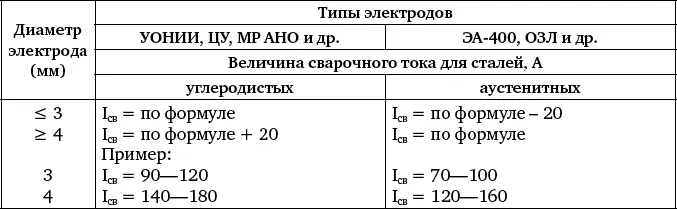
Таблица 14
Зависимость силы сварочного тока от толщины свариваемого металла и положения сварки в пространстве
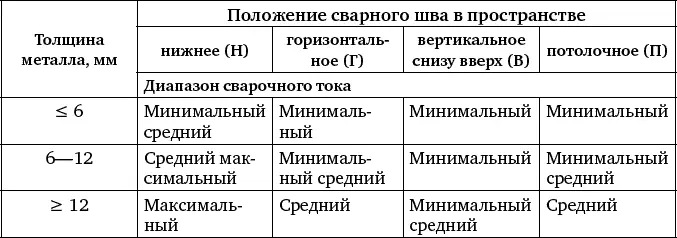
Таблица 15
Влияние величины сварочного тока на качество и форму сварного шва
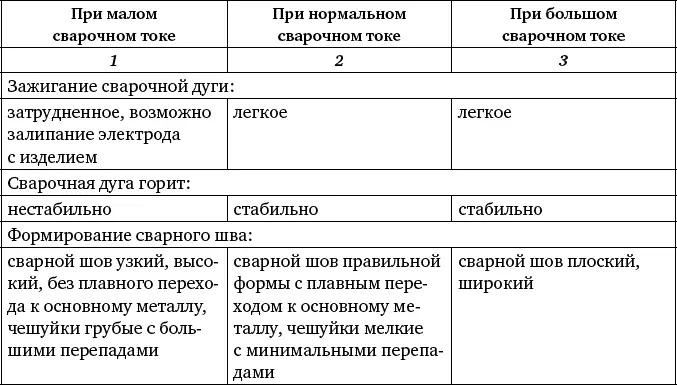
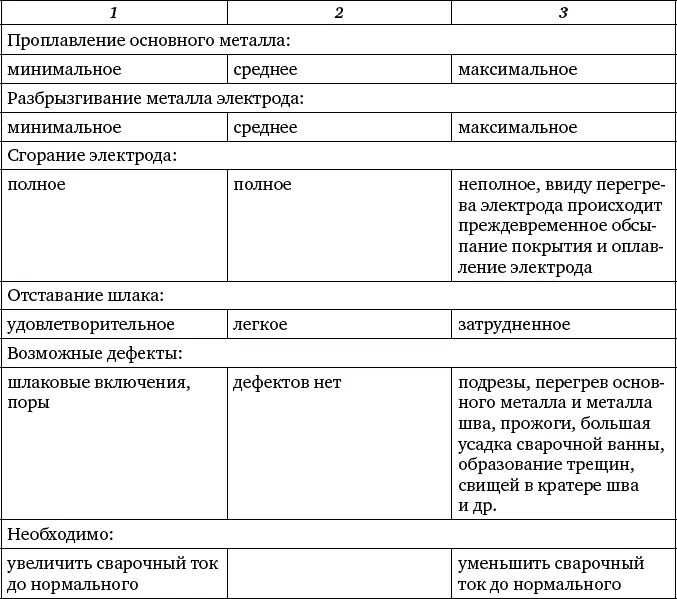
Таблица 16
Рекомендованные размеры валика

Примечание: диаметр электрода брать с покрытием.
Таблица 17
Режимы сварки угольными электродами соединений из низкоуглеродистой стали


Таблица 18
Режимы сварки графитовыми электродами соединений с отбортовкой кромок

Таблица 19
Режимы резки стали угольными или графитовыми электродами
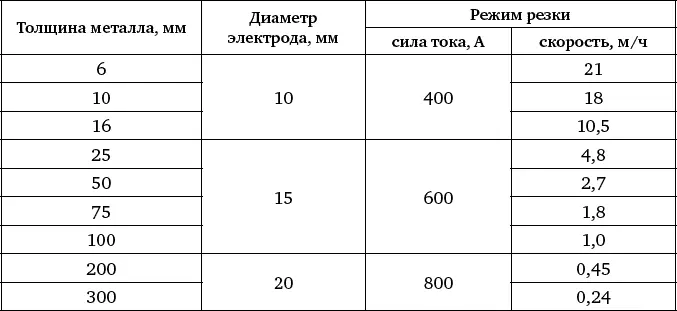
Таблица 20
Режимы ручной дуговой резки низкоуглеродистой (числитель) и коррозионно-стойкой (знаменатель) стали металлическим электродом
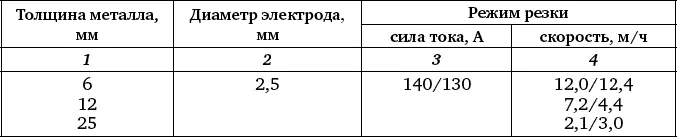
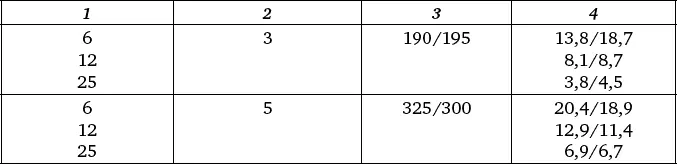
Таблица 21
Классификация защитных газов для электродуговой сварки и резки
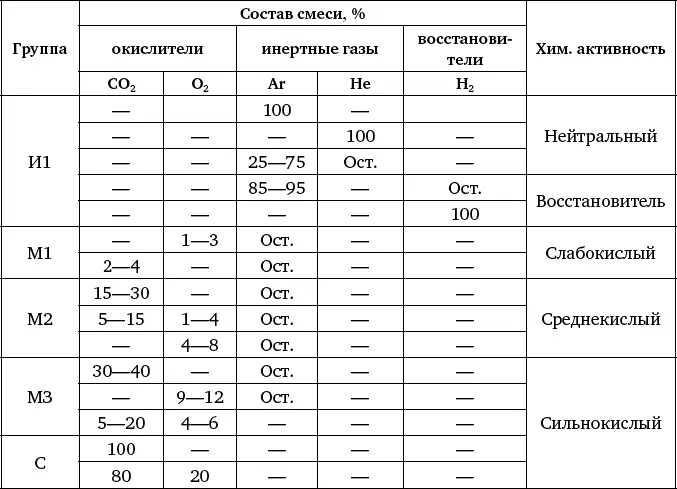
Таблица 22
Удельный расход углекислого газа или смеси Аr + СO 2 при сварке MIG/MAG
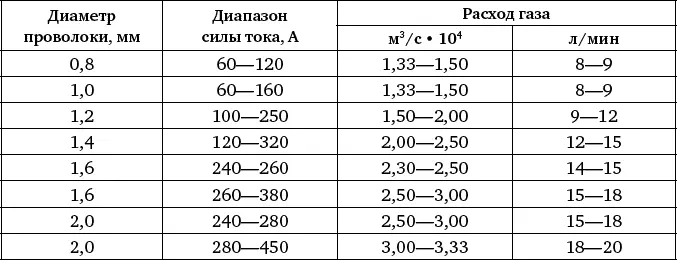
Таблица 23
Сварочные проволоки для сварки MIG/MAG малоуглеродистых и легированных сталей
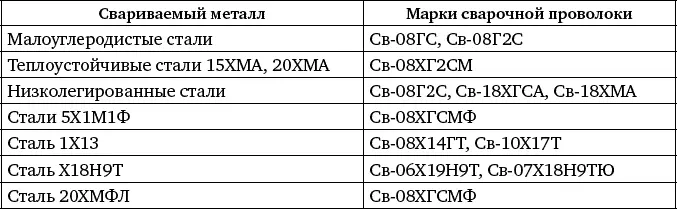
Таблица 24
Основные режимы сварки полуавтоматом в среде углекислого газа

Таблица 25
Режимы механизированной дуговой сварки в углекислом газе стыковых соединений без разделки кромок. Ток постоянный, обратная полярность
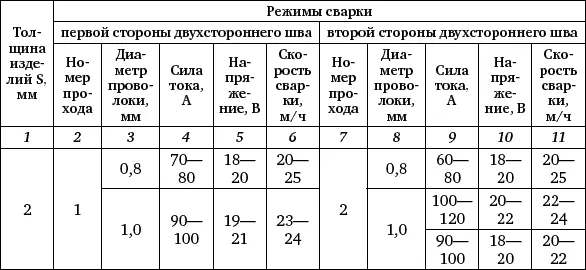
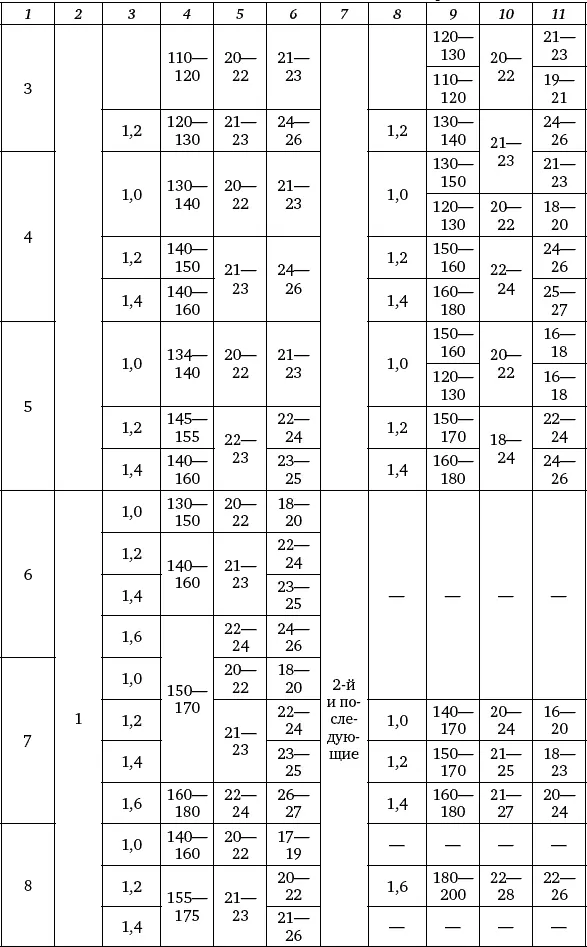
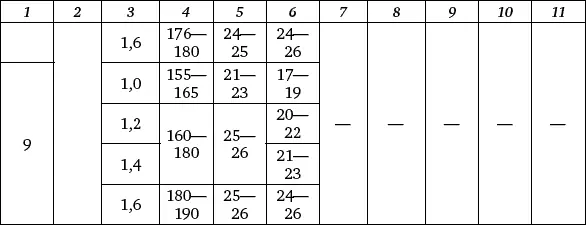
Таблица 26
Рекомендуемые расстояния от сопла горелки до изделия

Таблица 27
Техническая характеристика инжекторного резака «Пламя-62»
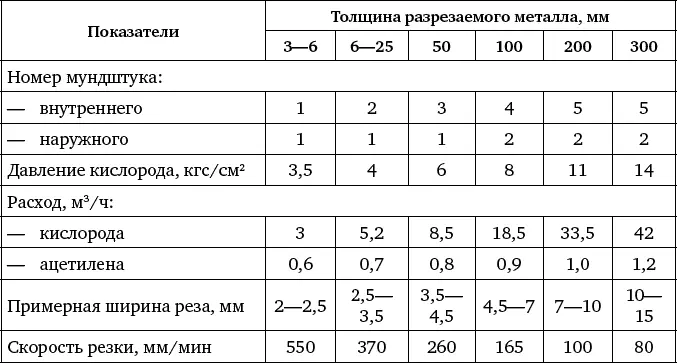
Таблица 28
Мундштуки для резки на заменителях ацетилена

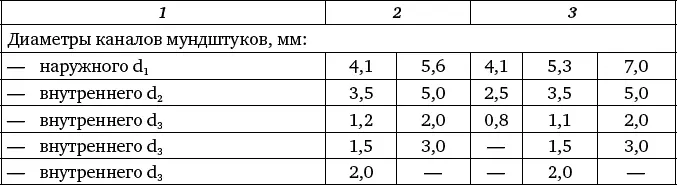
Таблица 29
Расстояние между мундштуком резака и разрезаемым металлом

Примечание: при работе на газах – заменителях ацетилена указанные расстояния между мундштуком и поверхностью разрезаемого металла увеличивают на 30–40 %.
Таблица 30
Соответствие диаметра сварочного карандаша ЭЛЬКАС толщине свариваемых листов

Таблица 31
Читать дальшеИнтервал:
Закладка:









