Юрий Подольский - Сварочные работы. Практическое пособие

- Название:Сварочные работы. Практическое пособие
- Автор:
- Жанр:
- Издательство:ООО «Книжный клуб “Клуб семейного досуга”»
- Год:2015
- Город:Харьков, Белгород
- ISBN:978-617-12-0106-4, 978-5-9910-3430-2
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Юрий Подольский - Сварочные работы. Практическое пособие краткое содержание
Книга познакомит вас с основными видами сварки: ручной дуговой, автоматической дуговой, электрошлаковой и газовой. Также подробно описаны особенности сварных соединений и швов, электродуговой и кислородной резки металлов: алюминия, нержавеющей стали, меди, чугуна. Кроме того, мастера-любители по приведенным расчетам смогут самостоятельно изготовить множество полезных в быту приспособлений.
Сварочные работы. Практическое пособие - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Краски по металлулучше всего приобретать у того же производителя, что и грунт. Такие составы хорошо взаимодействуют между собой, а значит, и служить будут долго.
Если речь идет о покрытии уличных элементов из металла, то поверх грунтовок можно использовать алкидные эмали на растворителях, в доме лучше отдать предпочтение водорастворимым акриловым эмалям. Использовать же слабоатмосферостойкие материалы, коими являются популярные в прошлом масляные краски, нерентабельно. Образуемая масляной краской пленка не способна работать в унисон с температурным расширением или сужением металла и в конечном итоге трескается и слущивается.
Для тех, кто не любит долго возиться с покраской, придуманы многофункциональные краски. Такой сложный состав сочетает в себе качества преобразователя ржавчины, грунта и декоративного покрытия одновременно. Рынок подобных лакокрасочных материалов весьма широк, поэтому выбирайте производителя, которому доверяете.
Перестраховщики же дополнительно могут воспользоваться акриловым или цапонлаком, который наносится поверх краски, увеличивая степень защиты поверхности.
Не пренебрегайте этими средствами защиты и ухода, и тогда металлическое изделие будет служить вам долго и надежно.
Приложения
Условные изображения и обозначения швов сварных соединений
Согласно Единой системе конструкторской документации (ЕСКД), изображения и обозначения швов сварных соединений на чертежах изделий должны соответствовать ГОСТ 2.312–72 «Условные изображения и обозначения швов сварных соединений». Независимо от вида сварки видимый шов сварного соединения условно изображают сплошной основной линией (рис. 131), а невидимый – штриховой. Обозначение шва отмечают линией-выноской, заканчивающейся односторонней стрелкой.
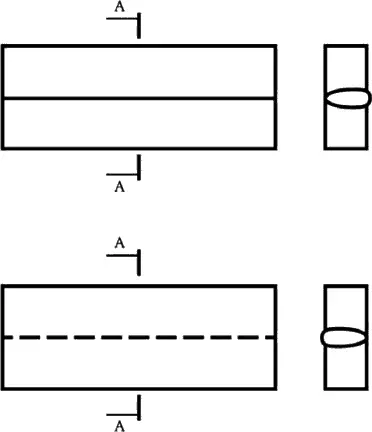
Рис. 131. Изображение сварных швов на чертежах
Характеристика шва проставляется над полкой линии-выноски (для лицевой стороны шва) или под полкой (для обратной стороны шва). Структура условного обозначения стандартного шва приведена на рис. 132.
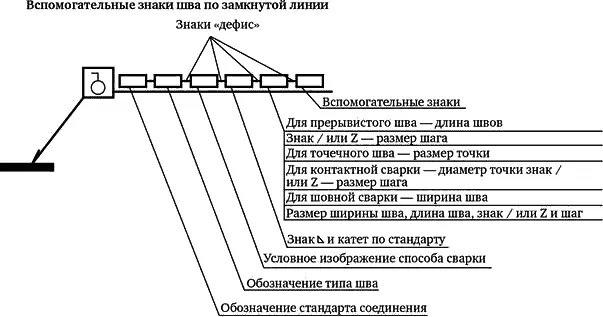
Рис. 132. Структура условных обозначений сварных швов
Следующими стандартами, в зависимости от толщины металла, устанавливаются формы поперечного сечения и конструктивные элементы подготовленных кромок и выполненных швов, которым присваивают условные буквенно-цифровые обозначения: ГОСТ 8713–79 «Сварка под флюсом. Соединения сварные»; ГОСТ 5264–80 «Ручная дуговая сварка. Соединения сварные»; ГОСТ 14771–76 «Дуговая сварка в защитном газе. Соединения сварные»; ГОСТ 15164–78 «Электрошлаковая сварка. Соединения сварные».
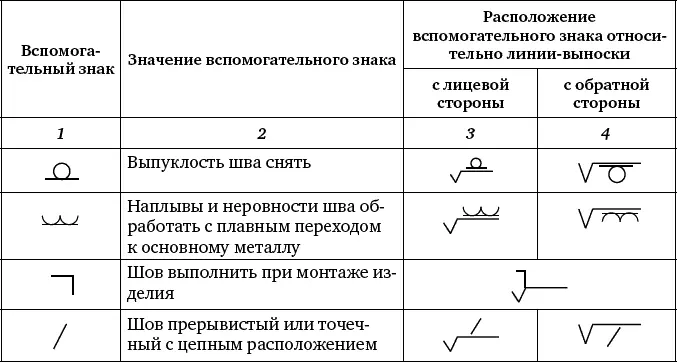
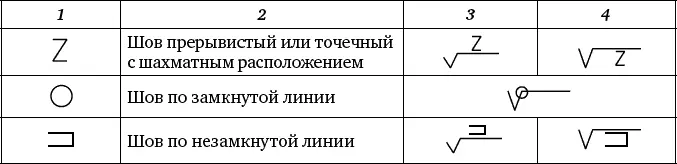
Для обозначения сварных швов используют также вспомогательные знаки (табл. I).
Таблица I
Вспомогательные знаки для условного обозначения сварных швов
Все элементы условного обозначения располагаются в указанной последовательности и отделяются друг от друга дефисом. Буквенные обозначения способа сварки необходимо проставлять на чертеже только в случае применения в данном изделии нескольких видов сварки, например П – механизированная дуговая сварка, А – автоматическая дуговая, У – дуговая в углекислом газе и др. Ручная дуговая сварка не имеет буквенного обозначения. Можно не указывать на полке выноски обозначения стандарта, если все швы в изделии выполняются по одному стандарту. В этом случае следует сделать соответствующее указание в примечаниях на чертеже (рис. 133). Примеры условного обозначения сварных швов приведены в табл. II.
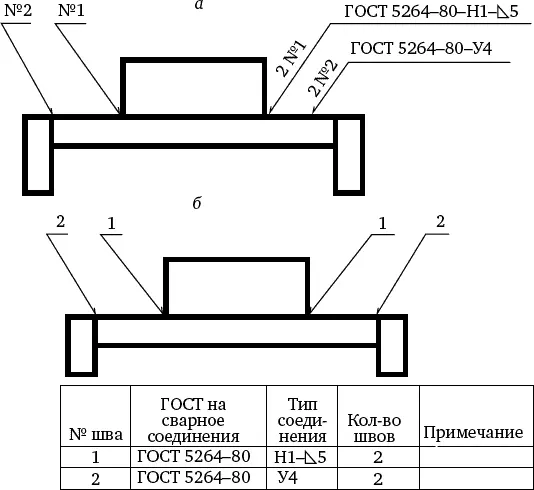
Рис. 133. Обозначение повторяющихся сварных швов на чертеже:
а – с выносом одного из них на чертеже; б – со сводом всех сварных швов в таблицу
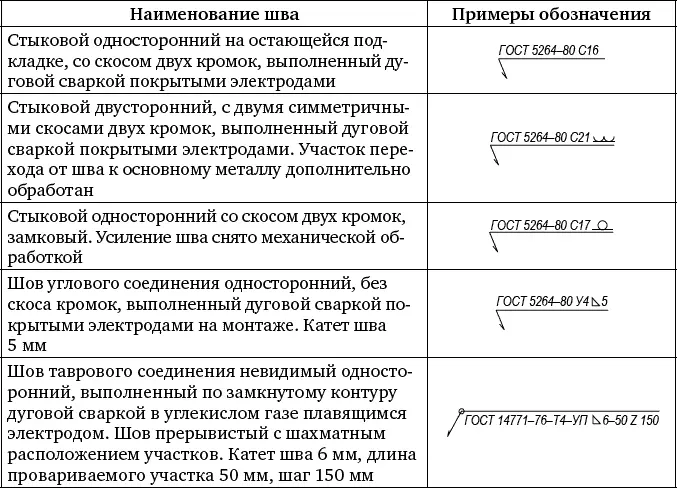
Таблица II
Примеры условного обозначения сварных швов
Справочные материалы
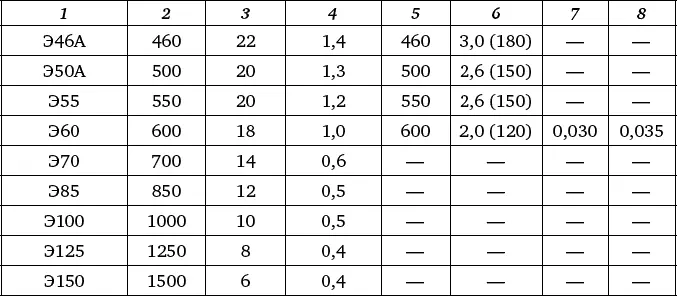
Таблица 1
Типы электродов для дуговой сварки конструкционных сталей и механические свойства металла шва
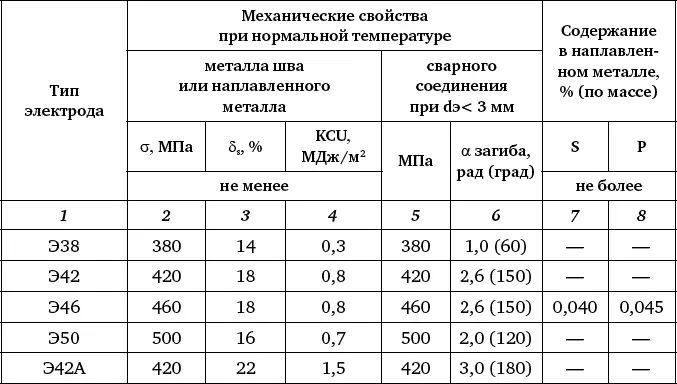
Примечания:
1. Число в обозначении типа электрода соответствует временному сопротивлению разрыву σВ в кгс/мм 2.
2. KCU – ударная вязкость.
Таблица 2
Маркировка электродов согласно требованиям к электропитанию дуги
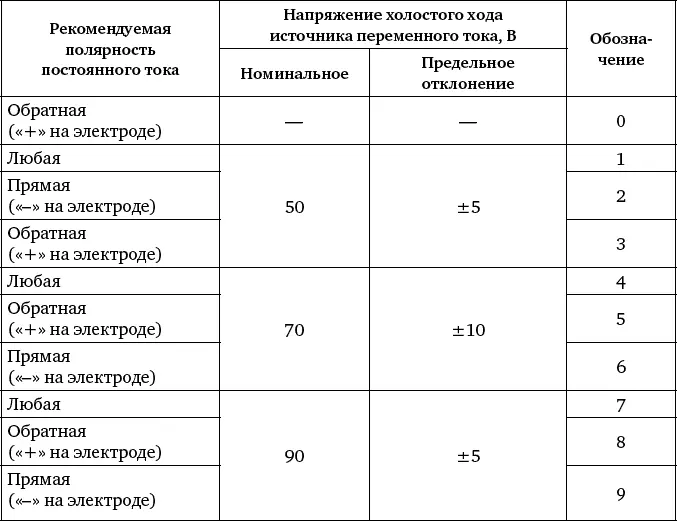
Примечание: цифрой 0 обозначают электроды, предназначенные для сварки или наплавки только на постоянном токе обратной полярности.
Таблица 3
Характеристики наиболее распространенных электродов для сварки углеродистых и низколегированных сталей
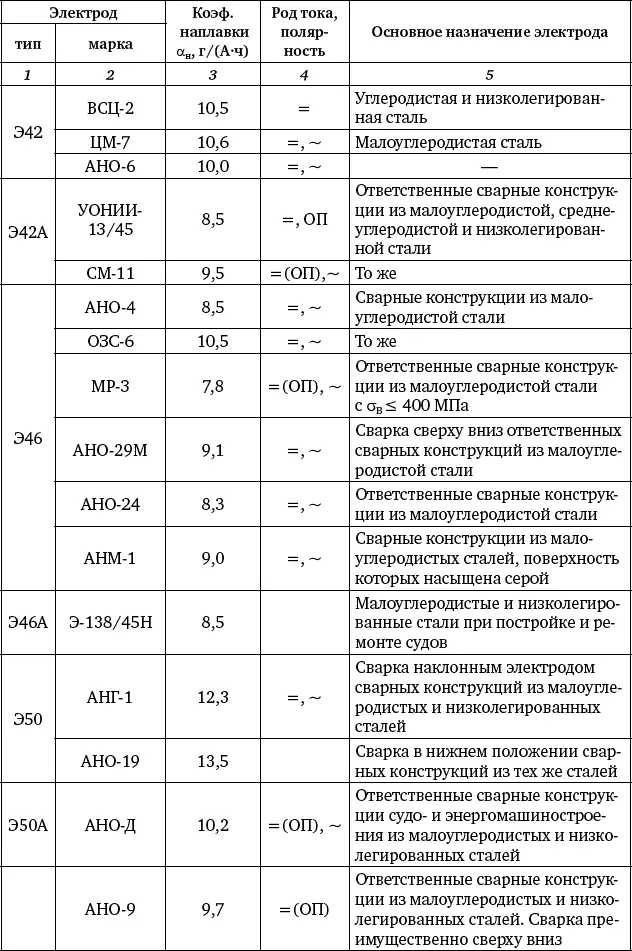
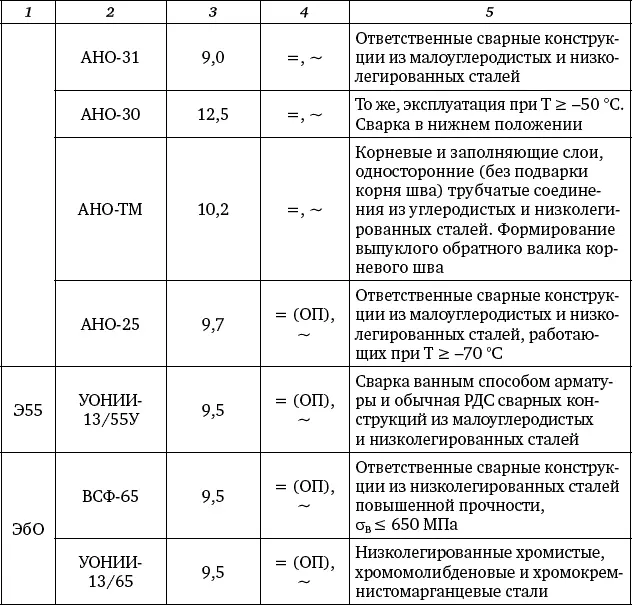
Примечание: ОП – обратная полярность, ток постоянный(=) или переменный (~).
Таблица 4
Показатели свойств прочности и растяжения металла шва (согласно DIN EN 499)

Таблица 5
Показатели работы развития трещины металла шва (согласно DIN EN 499)
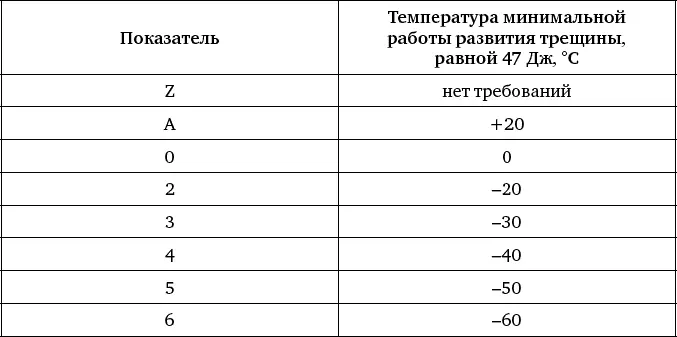
Таблица 6
Показатели сварочного тока для электродов согласно DIN EN 499
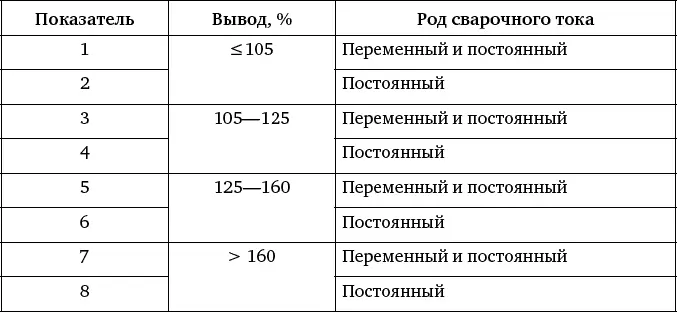
Таблица 7
Показатели положения электрода при сварке (согласно DIN EN 499)
Читать дальшеИнтервал:
Закладка:









