Василий Трояновский - Ремонт часов

- Название:Ремонт часов
- Автор:
- Жанр:
- Издательство:Машгиз
- Год:1961
- Город:Москва
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Василий Трояновский - Ремонт часов краткое содержание
Книга «Ремонт часов» предназначена для лиц, занимающихся ремонтом часов.
Ремонт часов - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Механические свойства стальных детален зависят от их термической обработки.
К термической обработке относятся такие операции, как отжиг, закалка, отпуск и цементация.
При нагревании стальных деталей до температуры 220–230° на их поверхности появляются так называемые цвета побежалости: светло-желтый, соломенно-желтый, коричневый, пурпуровый, фиолетовый, синий, серый. При нагревании в пределах 550—1300° появляются цвета каления: коричневый, красный, вишневый, оранжевый, темно-желтый, светло-желтый, ослепительно белый.
Нагрев деталей необходимо производить очень осторожно и внимательно, непрерывно следя за цветами побежалости и каления.
В целях предупреждения образования окалины рекомендуется перед закалкой покрыть поверхность тонким слоем ядрового мыла. Отпуск уменьшает хрупкость стальных деталей. Это важно для тех деталей, которые подвергаются ударам и толчкам. При отпуске уменьшается твердость и увеличивается вязкость. Для придания твердости деталям, изготовленным из мягкой стали, производят их цементацию.
При цементации верхний слой детали насыщается углеродом, приобретает твердость, в то время как средний слой металла детали остается более мягким и вязким.
Цементация подвергаются обычно детали, изготовленные из металла, содержащего углерода меньше 0,3 %.
Цементацию производят при температуре 900–950°. Для цементации применяют материалы, богатые углеродом: уголь с примесью поташа, соды, мела и др.
Температуру нагрева деталей можно ориентировочно определять по цвету раскаленного металла: желто-вишневый — 660°, светло-вишневый —760–780°, желтый — 950—1000° матово-белый — 1100–1200°.
Отжигом достигается уменьшение внутренних напряжений в металле. Отжиг производят при температуре порядка 750–860° с последующим постепенным охлаждением деталей в естественных условиях.
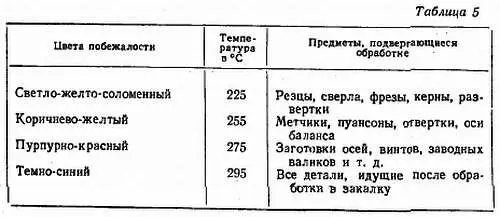
Закалку деталей производят при температуре порядка 700–850° (вишнево-красный цвет) с последующим и быстрым погружением их в воду или масло. После закалки детали приобретают достаточную твердость и упругость, но при этом сталь становится хрупкой. При отпуске закаленных деталей их нагревают до температуры 200–600°.
При отпуске цвета побежалости характеризуются данными, приведенными в табл. 5.
§ 12. Циферблат и стрелки
Циферблат и стрелки являются деталями, по которым ведется отсчет времени. Их состояние во многом определяет внешний вид часов.
Соединение циферблата с механизмом имеет большое значение, поскольку оно обеспечивает его устойчивость и центрирование. Эксцентричность циферблата является недостатком, влияющим на отсчет времени, особенно в точных часах и хронометрах. Если ось секундной стрелки находится не в центре соответствующего отверстия циферблата, то при отсчете может быть допущена ошибка в несколько секунд.
В часах, имеющих прямоугольный циферблат, если последний плохо центрирован, а наблюдение производят по разным делениям циферблата, каждый раз будут получены разные результаты. Общее впечатление будет такое, что часы не отрегулированы. В будильниках плохо центрированный циферблат вызывает погрешность сигнала. Необходимо ставить циферблат таким образом, чтобы ось стрелки проходила через центр отверстия циферблата будильника.
Исправлять дефекты центрирования можно только в ограниченных пределах. В металлических циферблатах можно немного погнуть ножки. Сместить циферблат по отношению к механизму можно легкими ударами молотка. Между циферблатом и молотком ставится прокладка из дерева (например, рукоятка щетки).
Расширение отверстий в циферблатах производят надфилем, делая пропилы при движении последнего вперед (к цифрам). При этом циферблат необходимо поддерживать пальцами.
Надфиль конической формы никогда не следует перемещать до того, чтобы он оказался зажатым в отверстии. Опиловку необходимо вести с лицевой стороны циферблата, чтобы ее не повредить.
Отверстия в циферблате должны быть достаточно большими, чтобы был зазор между циферблатом и втулками стрелок.
В металлических циферблатах после сверления отверстий необходимо снимать заусенцы с обеих сторон. Фрезерование отверстий циферблата должно производиться осторожно, чтобы избежать повреждения покрытия.
Припайку новой ножки циферблата производят следующим образом. На циферблате перед пайкой очищают то место, где должна быть ножка. Циферблат при этом необходимо поддерживать пальцем, чтобы избежать его искривления и предохранить от повреждения лицевую сторону.
Для обеспечения центрирования циферблата поверх втулки часового колеса надевается латунная втулка, которая должна входить без зазора и центральное отверстие циферблата, и только после этого производится разметка места установки ножки.
В качестве материала для ножек применяют медную проволоку соответствующего диаметра.
Припайку ножки можно производить на спиртовке с применением паяльной трубки (фиг. 122) или паяльником.

Фиг. 122. Паяльная трубка.
При пайке ножки циферблата удобно применять приспособление, показанное на фиг. 123.

Фиг. 123. Приспособление для пайки ножек циферблата.
Пайку необходимо производить быстро, без прогрева большой площади циферблата, чтобы не отпаялась другая ножка. Ножку при пайке нагревают настолько, чтобы припой полностью расплавился.
Если нагрев окажется недостаточным, то припой может частично не пристать к циферблату и ножка при малейшей нагрузке может отвалиться.
Чистка циферблата зависит от покрытия его лицевой стороны. Чистка эмалированных циферблатов может быть выполнена погружением их в бензин или в какой-либо другой растворитель. Чистку циферблата с накладными цифрами производят щеткой или резинкой.
Печатные циферблаты плохо противостоят моющим растворам. Держать их в ванне следует очень короткое время после чего немедленно прополоскать в воде. Винный спирт быстро растворяет краску, поэтому применять его при чистке не следует. Очистку циферблата с серебряным покрытием необходимо производить осторожно.
Накладные штрихи и цифры можно полировать с обязательным последующим покрытием бесцветным лаком.
Стрелки не только должны быть определенной длины и хорошо посажены, но также соответствовать оформлению циферблата и общему внешнему оформлению часов. Стрелки не должны соприкасаться одна с другой.
Читать дальшеИнтервал:
Закладка: