Дональд де Карль - Руководство по ремонту часов

- Название:Руководство по ремонту часов
- Автор:
- Жанр:
- Издательство:Машиностроение
- Год:1965
- Город:Москва
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Дональд де Карль - Руководство по ремонту часов краткое содержание
В книге содержатся основные сведения по ремонту наручных и карманных часов, дается описание рабочего места и применяемого инструмента, способов обнаружения дефектов и их устранения как в деталях часового механизма, так и часов в целом, излагаются методы регулировки и проверки часов после их ремонта.
Материал книги знакомит с новыми методами ремонта часов, а также с инструментами и приспособлениями, применяемыми для этой цели за рубежом.
Книга предназначена для широкого круга работников, занятых ремонтом часов, а также может представить интерес для работников приборостроительной промышленности.
Руководство по ремонту часов - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
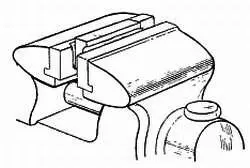
Фиг. 208. Латунная заготовка в тисках между медными губками.
Если требуется производить опиловку в большом объеме, необходимо изготовить пару деревянных губок. Для этого берут два деревянных бруска длиной 30 мм, шириной 25 мм и толщиной 6 мм. Отрезают кусок заводной пружины и склеивают ее с куском холста так, чтобы получилось шарнирное соединение, как показано на фиг. 209.

Фиг. 209. Деревянные колодки.
Если пружина была изогнута, она будет удерживать колодки в разведенном положении, так что они будут открываться и закрываться при развинчивании и завинчивании тисков. Края опиливают плоско и под прямым углом к плоскости. Опиловку небольших заготовок иногда удобнее производить, держа их в руке, как показано на фиг. 210.
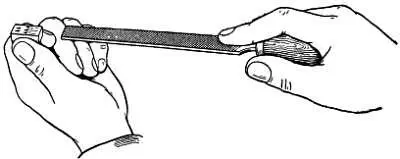
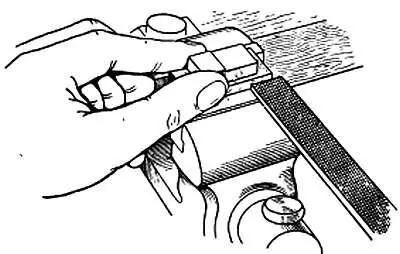
Фиг. 210. Правильный способ крепления латунной заготовки для плоской опиловки.
Итак, мы получили прямоугольный брусок металла. Следующий шаг — опиловка уступа. Заготовку кладут на пробку, зажатую в тисках, придерживая ее при обработке большим и указательным пальцами (фиг. 211).
Фиг. 211. Способ держать латунную заготовку при опиловке уступа.
Опиловку уступа производят твердыми уверенными движениями, держа напильник ребром без насечки к уступу. Необходимо приложить значительное давление к напильнику и следить за направлением движения гладкого ребра напильника. Любое отклонение может закруглить выступ. Опиловку продолжают пока не будет снято 2/ 3материала. Заготовку поворачивают и опиливают другой уступ с противоположного конца, сняв половину металла, как показано на фиг. 212. Теперь заготовка по форме напоминает мост баланса.
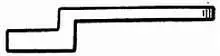
Фиг. 212. Готовый мост баланса.
Затем опиливают конец, придав ему форму, показанную на фиг. 213.
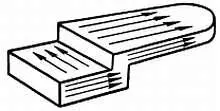
Фиг. 213. Направление штрихов при чистовой обработке моста баланса (показано стрелками).
Когда мост изготовлен, в нем следует просверлить отверстия для винтов, установочных штифтов и т. д. Чистовая обработка поверхности производится двумя способами: первый — обработка четырех плоских поверхностей наждачным полотном. Полировку производят уверенными прямыми движениями, как при обработке детали напильником. Мелкие прямые штрихи должны получиться в направлениях, указанных стрелками на фиг. 213. Такую же отделку можно получить, пользуясь вместо наждачного полотна наждачным бруском. Когда поверхность довольно ровная, и работу требуется выполнить быстро, обычно полировку лучше производить наждачным полотном. Если наждачным полотном снимается большое количество металла, плоскость поверхности нарушается. В этом отношении наждачный брусок лучше, так как можно приложить значительное давление и получить плоскую поверхность.
Другой способ окончательной отделки латуни — доводка ее с помощью полировального камня с предварительным погружением камня в воду. Камнем производят круговые движения, добавляя воду при необходимости. Деталь промывают в воде, поверхность получается тусклая, матовая, без зерен. Такая окончательная обработка является идеальной для поверхности, подлежащей золочению, такая поверхность может также служить базой для ажуровки.
Ажуровку создают кусочком твердого дерева, которому придана форма долота. На поверхность, подлежащую ажуровке, наносят легкими мазками сухой крокус и вращают инструмент таким образом, чтобы конец, имеющий форму долота, находился в контакте с латунью. На латуни остается «розетка», и если таким образом обрабатывать всю поверхность непрерывно, пока вся поверхность не будет покрыта кольцеобразными рисками, то на ней появится красивый узор. Некоторые виды ажуровки создают через определенные промежутки, как, например, на платине хронометра, но для этого необходим станок и ажуровочный инструмент из слоновой кости, при помощи которого наносят крокус.
Рассмотрим теперь обработку храповой пружины из стали.
Общеизвестно, что сталь обрабатывается труднее, чем латунь. Напильник должен быть менее острым; при обработке стали нельзя проявлять нетерпения, не следует обрабатывать напильником закаленную и подвергнутую отпуску сталь. Для изготовления новой пружины лучше применить мягкую сталь. Но если имеется сломанная пружина, можно поступить следующим образом: выбирают кусок стальной полосы по толщине немного больше той, которую должна иметь готовая храповая пружина; один конец этой полосы зачищают наждачным полотном, затем слегка нагревают и смазывают воском так, чтобы поверхность покрылась тонкой пленкой воска. На вощеную поверхность укладывают сломанную храповую пружину, расположив ее куски таким образом, чтобы основание пружины оказалось дальше от края полоски (см. фиг. 214).
Фиг. 214. Пружина, подготовленная для «фотографирования» на стали.
Перед наложением пружины удалите из нее все штифты, которые могут быть укреплены в ней. Полоску стали в том месте, где лежит сломанная пружина, нагревают до голубого цвета. Когда полоска станет голубой, ее слегка охлаждают дыханием. После этого разломанные куски пружины снимают и тогда оказывается, что пружина «отпечаталась» на стали. Белая фигура на металле точно соответствует форме храповой пружины (см. фиг. 215).

Фиг. 215. Вид пружины после отпуска стальной полоски до синего цвета побежалости.
Затем приступают к опиловке. Эту операцию выполняют изношенными напильниками. Чаще всего применяют круглые и полукруглые напильники. Обрабатываемую часть не следует отделять от остальной полосы металла; последняя служит удобной рукояткой для удерживания обрабатываемой пружины, пока ей не будет придана требуемая форма. На фиг. 216 показано, когда пружину надо отделить от полосы.

Фиг. 216. Пружина, опиленная и подготовленная для отрезания.
Читать дальшеИнтервал:
Закладка: