Дональд де Карль - Руководство по ремонту часов

- Название:Руководство по ремонту часов
- Автор:
- Жанр:
- Издательство:Машиностроение
- Год:1965
- Город:Москва
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Дональд де Карль - Руководство по ремонту часов краткое содержание
В книге содержатся основные сведения по ремонту наручных и карманных часов, дается описание рабочего места и применяемого инструмента, способов обнаружения дефектов и их устранения как в деталях часового механизма, так и часов в целом, излагаются методы регулировки и проверки часов после их ремонта.
Материал книги знакомит с новыми методами ремонта часов, а также с инструментами и приспособлениями, применяемыми для этой цели за рубежом.
Книга предназначена для широкого круга работников, занятых ремонтом часов, а также может представить интерес для работников приборостроительной промышленности.
Руководство по ремонту часов - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
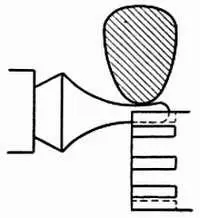
Окончательную доводку цапфы производят опять с помощью диамантина. В качестве опоры используют тот же сменный центр, хорошо протерев его куском ткани, а затем сердцевиной бузины. Полировку производят теми же движениями, что при полировке крокусом. Несколько прикосновений полировальным инструментом достаточно, чтобы получить необходимую полировку; цапфа при этом должна хорошо подходить к отверстию (фиг. 261).
Фиг. 261. Цапфа, установленная на центре для полировки.
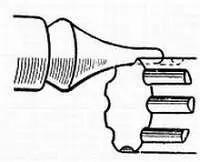
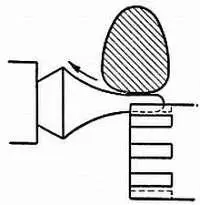
При полировке цапф имеется тенденция придать закругленную форму ее пятке. На фиг. 262 показана та часть инструмента, которой должна производиться полировка, и неправильное положение инструмента, создающее закругленную пятку (фиг. 263).
Фиг. 262. Правильный размер полировального инструмента. Показано направление перемещения полировального инструмента.
Фиг. 263. Полировальный инструмент слишком малого размера. На цапфе образуется впадина.
Цапфу и канавку центра очищают сердцевиной бузины, после чего шлифуют пятку цапфы. Шлифовальный инструмент имеет ту же форму, что полировальный инструмент, и изготовить его нетрудно. После того как напильником ему придана необходимая форма, закаливают рабочий конец, оставляя его твердым. Рабочая сторона правится на наждачном бруске, как показано на фиг. 264.
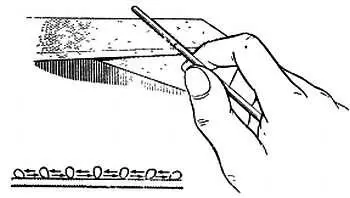
Фиг. 264. Заточка инструмента для шлифования цапф.
Перед применением шлифовального инструмента наносят на его рабочую поверхность немного масла. Шлифовальный инструмент уплотняет поверхностный слой цапфы и делает ее более прочной.
Чистовую обработку конца цапфы производят тогда, когда цапфа совсем готова. Об этом будет сказано позже.
Для обтачивания нижней цапфы оси баланс закрепляют на оси. Оправку снимают и баланс ставят на стальную наковальню. Убеждаются в том, что поверхность наковальни чиста. Баланс устанавливают в требуемое положение и запрессовывают его на посадочный уступ оси. При помощи плоского пуансона с отверстием, достаточным для прохода верхней части оси, расклепывают ось в перекладине баланса (фиг. 265).
Фиг. 265. Расклепывание оси баланса.
Расклепку следует производить одним-двумя уверенными, легкими ударами. Аналогичным пуансоном с полированным рабочим концом наносят окончательный удар (фиг. 266).
Фиг. 266. Упрочнение расклепки оси баланса.
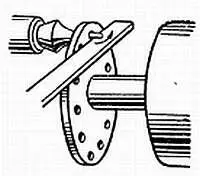
После этого можно установить на балансе оправку, укрепить баланс между центрами станка (фиг. 267) и обработать нижнюю цапфу.
Фиг. 267. Крепление баланса в центрах.
Старую ось баланса сравнивают с новой, чтобы определить размер нижней цапфы, и продолжают обработку в том же порядке, как при изготовлении верхней цапфы. Теперь ось почти готова, ролик установлен в нужном положении и слабого удара легким молотком достаточно, чтобы поставить его на место (фиг. 268).
Фиг. 268. Посадка ролика на ось баланса.
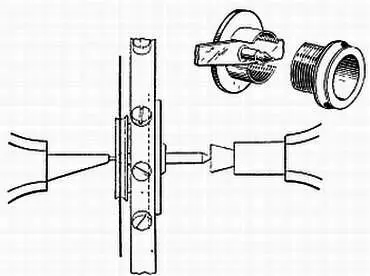
Окончательную отделку пяток цапф можно провести с помощью устройства, специально предназначенного для этой цели (фиг. 269).

Фиг. 269. Центр для обработки пяток цапф .
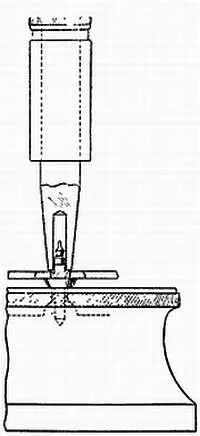
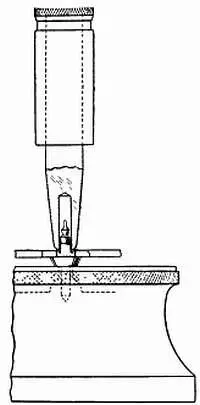
Выбирают отверстие в сменном центре, в которое свободно входит цапфа и закрепляют ось в станке, как показано на фиг. 270.
Фиг. 270. Установка оси в станке для обработки пятки цапфы.
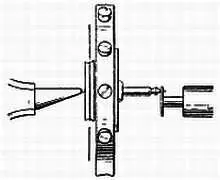
Обе цапфы смазывают маслом. Шлифовальный инструмент правят на наждачном бруске. Для шлифовки концов цапф оси баланса применяется инструмент длиной 2,5 см и шириной 3 мм с рукояткой 12 см. На шлифовальный инструмент наносят небольшое количество масла. Баланс приводят во вращение с относительно большой скоростью и производят шлифование цапфы, перемещая шлифовальный инструмент таким образом, чтобы он соприкасался и с пяткой цапфы. Необходимо следить за правильным положением шлифовального инструмента, чтобы не отломить цапфу (фиг. 271).
Фиг. 271. Положение шлифовального инструмента при обработке пяток цапф.
После обработки пяток обеих цапф проверяют ногтем, достаточно ли они скруглены (фиг. 125).
Изготовление оси баланса было рассмотрено столь подробно потому, что оно является основой всех токарных работ, характерной для токарных станков любого типа.
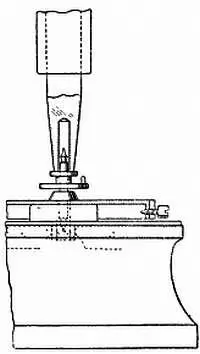
Токарный станок более сложной конструкции показан на фиг. 272.
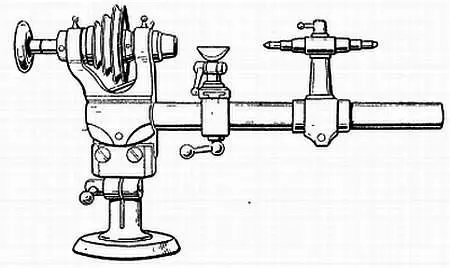
Фиг. 272. Токарный станок более сложной конструкции для обработки часовых деталей.
Главными частями его являются станина, передняя бабка, задняя бабка и подручник. Вспомогательные приспособления будут описаны при выполнении соответствующих работ.
Станок требует осторожного обращения, не следует сильно затягивать стопорные винты. Это относится также к цанговому патрону передней бабки. Если заготовка не закрепляется в патроне при легкой затяжке винта, то патрон следует заменить. Правильный выбор патрона не только обеспечит его сохранность, но повысит точность выполняемой работы. Время от времени, например раз в год, станок необходимо разобрать, промыть все его подшипники, проверить чистоту смазочных канавок, отсутствие старого загрязненного масла. После сборки станка его вновь смазывают. При сборке станка тщательно проверяют зазоры шпинделя передней бабки: шпиндель должен вращаться совсем свободно. Сборку, разборку или регулировку зазоров в шпинделе следует производить очень осторожно, избегая каких-либо повреждений конусов шпинделя. Снятие и посадку натяжного конуса осуществляют легкими ударами молотка, обязательно подложив под него деревянную пластинку, например ручку часовой щетки. После сборки шпинделя следует проверить его центровку. Для этого в цанговом патроне закрепляют стальной прутик с коническим острием, правильность которого была предварительно выверена. Патрон вставляют в заднюю бабку, закрепляют в нем второй конус и приближают оба конических острия. Они должны точно совпадать, если токарный станок собран правильно. Станок может приводиться в действие тремя способами: с помощью ручного привода, ножной педали и электродвигателя. Ручной привод представляет собой колесо, изображенное на фиг. 273; этот вид привода необходимо рекомендовать начинающему часовщику, так как обточка в этом случае производится на меньших скоростях и поэтому можно осуществлять более тщательный контроль за обработкой.
Читать дальшеИнтервал:
Закладка: