Майкл Вэйдер - Инструменты бережливого производства II: Карманное руководство по практике применения Lean

- Название:Инструменты бережливого производства II: Карманное руководство по практике применения Lean
- Автор:
- Жанр:
- Издательство:Литагент Альпина
- Год:2017
- Город:Москва
- ISBN:978-5-9614-4958-7
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Майкл Вэйдер - Инструменты бережливого производства II: Карманное руководство по практике применения Lean краткое содержание
Инструменты бережливого производства II: Карманное руководство по практике применения Lean - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
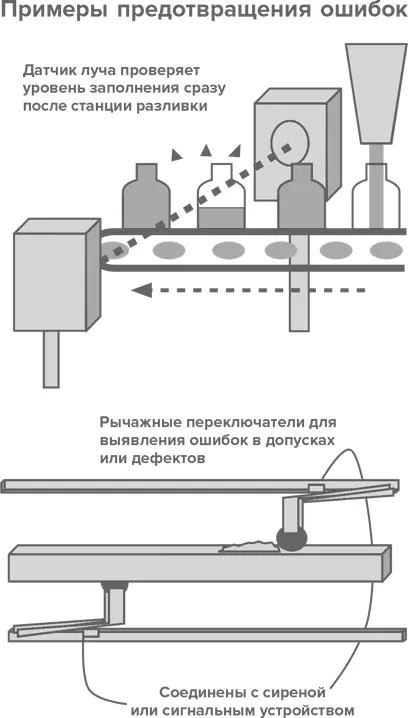
Контроль у источника обеспечивает стопроцентную проверку процессов и изделий, проходящих через контрольные точки операции или процесса. Средства контроля у источника – это выключатели и иные приспособления, останавливающие операцию или процесс, если материалы подаются неправильно (перевернутыми или не той стороной), если подаются материалы неверного типа или в неверном количестве и если в работе оборудования или перемещении изделия имеются нарушения. Контроль у источника должен стать важной частью комплексной программы исключения дефектов. Об обнаружении ошибки или дефекта обычно оповещают звуковые сигналы, сирены или включение лампочек. Такие системы предупреждения и контроля сообщают оператору о проблеме и сигнализируют о необходимости отключения оборудования или его автоматическом отключении.
Системы предупреждения и контроля обычно подключаются к сенсорному устройству , которое использует контактные или динамические методы обнаружения проблемы. Контактные методы – это устройства типа направляющих или калибров, которые пропускают только изделия нужного размера или не разрешают работать при неверной установке детали. Конечные, контактные и антенные выключатели фиксируют прохождение объекта с нужной характеристикой либо наличие нежелательных характеристик и состояний. Автоматические обнаруживающие устройства и устройства физического контакта могут использоваться для обнаружения перемещения, давления или отсутствия объекта. Хотя для контроля над разными состояниями имеется много устройств, одно используется постоянно – для обнаружения ошибок или дефектов и недопущения попадания их на следующую операцию или к заказчику.
Предотвращение ошибок снижает уровень стресса!

Быстрая переналадка
Многие производители уверены: длительная обработка одной крупной партии более эффективна, чем обработка нескольких небольших партий, так как в последнем случае требуется частая переналадка. Однако лидеры отрасли поняли, что верно как раз обратное. Если время переналадки значительно сократить, а сам процесс упростить, ее можно производить чаще, благодаря чему будут лучше удовлетворяться запросы клиентов. Сегодня клиенты и слышать не хотят о том, чтобы подождать, пока закончится работа над изделием другого заказчика из большой партии и появится возможность перейти к их заказу. Поэтому ускорение переналадки на более компактном и более гибком оборудовании облегчает реагирование на запросы клиентов и снижает затраты на содержание больших запасов в ожидании соответствующих заказов.
Традиционно по окончании обработки большой партии оборудование выключают, чистят и отправляются за новой оснасткой и инструментами для переналадки. Затем перевозят новые пресс-формы или инструмент, снимают старые штампы и оснастку и на их место помещают новые; производят регулировку, необходимую для выпуска нового продукта, перевозят старые штампы и оснастку туда, где найдется место, прибираются и лишь потом запускают в производство новую партию изделий. Обычно процесс переналадки занимает от полутора до шести часов, а собственно замена штампов и инструмента – от 30 минут до часа. На что же тратится все остальное время? Для ответа на этот вопрос нужно провести тщательный хронометраж фактического процесса переналадки и разделить ее операции на внешние и внутренние.
Большие партии требуют больших запасов. Большие запасы замораживают крупные суммы денег и заставляют заказчиков дольше ждать. Тем самым большие партии снижают коэффициент рентабельности инвестиций (ROI)!
Многие из вышеописанных операций можно производить, пока оборудование все еще работает над изделиями из предыдущей партии. Действия, которые выполняются только при отключенном оборудовании, называются внутренней переналадкой, прочие же операции могут осуществляться до и после фактической переналадки, они не требуют выключения питания. Эти внешние операции называются «операциями до и после переналадки», и первым шагом к резкому сокращению общего времени переналадки будет перевод множества действий из категории внутренней переналадки в категорию внешней. Отдельный работник либо располагающий временем оператор могут провести переналадку, получив необходимый инструмент, документацию и оборудование до отключения станка или завершения обработки текущей партии. Также это можно сделать, когда установлены штампы и произведена наладка. Теперь оборудование можно включить и начать производство новых деталей, а старые штампы, инструмент и подающее оборудование возвратятся на свои места. Эти первичные меры по рационализации почти ничего не стоят, но зачастую осуществляются труднее всего, так как связаны с необходимостью преодоления многолетних привычек и сопротивления переменам.
Когда большинство бывших внутренних операций переведены во внешние и их можно теперь выполнять «до» или «после» фактической переналадки, то следующий шаг – сокращение продолжительности оставшихся внутренних операций. Весьма ценную информацию по данному предмету можно найти в книге Сигео Синго «Быстрая переналадка: Революционная технология оптимизации производства». Он считает, что нужно стремиться к проведению переналадки за девять и менее минут, то есть чтобы время переналадки в минутах выражалось одним знаком.
Сократить время переналадки можно несколькими способами. Установку и снятие штампов можно ускорить, применяя столы с рольгангами или конвейеры. Также для установки и снятия оснастки может быть приспособлено уже имеющееся подающее оборудование.
Вместо винтов возможно использование гидравлических зажимов наряду с направляющими и упорами для выверки. Штуцеры можно свести вместе, а шланги – соединить с помощью коллектора, чтобы сократить количество подключений и отключений. Установочные винты, требующие специального инструмента, можно поменять на круглые ручки и защелки для быстрого затягивания вручную.
На большинстве предприятий операции со штампами, инструментом и документацией могут быть рационализированы. При помощи ярлычков и визуального контроля штампы и инструменты следует рассортировать и классифицировать по следующим категориям: рабочие, сломанные и подлежащие переделке. В соответствии с классификацией инструменты и документация должны иметь свои постоянные, четко размеченные места хранения, на которые они должны возвращаться после каждого использования. Такое применение системы 5С сделает процесс переналадки менее напряженным для всех его участников.
Читать дальшеИнтервал:
Закладка: