Валерий Крылов - Каталитический риформинг бензинов. Теория и практика

- Название:Каталитический риформинг бензинов. Теория и практика
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:2021
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Валерий Крылов - Каталитический риформинг бензинов. Теория и практика краткое содержание
В книге представлен анализ теоретических и практических положений технологии процесса каталитического риформинга бензиновых фракций. Изложен опыт и приведены лучшие практики эксплуатации современных установок риформинга.
Книга предназначена для инженерно-технических работников нефтеперерабатывающих заводов, проектных организаций, преподавателей и студентов вузов.
Каталитический риформинг бензинов. Теория и практика - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Снижение давления приводит к противоположным результатам.
Радикал-радикальные реакции обрыва цепи имеют нулевые или очень небольшие энергии активации ( Е а), определяемые диффузией, и поэтому практически не зависят от изменения температуры.
В отличие от них, реакции зарождения цепи и реакции расщепления радикалов, связанные с разрывом углерод-углеродных связей, характеризуются более высокими Е а, и изменение температуры позволяет регулировать скорость этих реакций, контролируя глубину крекинга.
Легкость термического крекинга уменьшается в ряду:
алканы > олефины > нафтены > циклоолефины >
ароматические углеводороды.
Крекинг нафтенов проходит аналогично реакциям алканов с разрывом углерод-углеродной связи и раскрытием кольца с тем отличием, что продукт разрыва является бирадикалом.
При наличии боковой алифатической цепи в молекуле нафтена она также подвергается крекингу, в результате образуется нафтен с меньшей молекулярной массой и более высоким октановым числом.
Дегидрирование нафтенов с образованием ароматических углеводородов ограничено в связи с необходимостью разрыва более прочной С–Н-связи.
Наиболее устойчивыми в условиях термического крекинга являются ароматические углеводороды, делокализованная π-система которых обусловливает существование значительного энергетического барьера для разрыва С–С-связи.
Ароматические углеводороды с боковыми алифатическими радикалами подвергаются деалкилированию и крекингу в боковой цепи.
Что касается бензола, то в условиях термического крекинга происходит его конденсация с образованием бифенила [7].
Изменение углеводородного состава бензина термического риформинга в зависимости от глубины крекинга представлено на рис. 2 [5].
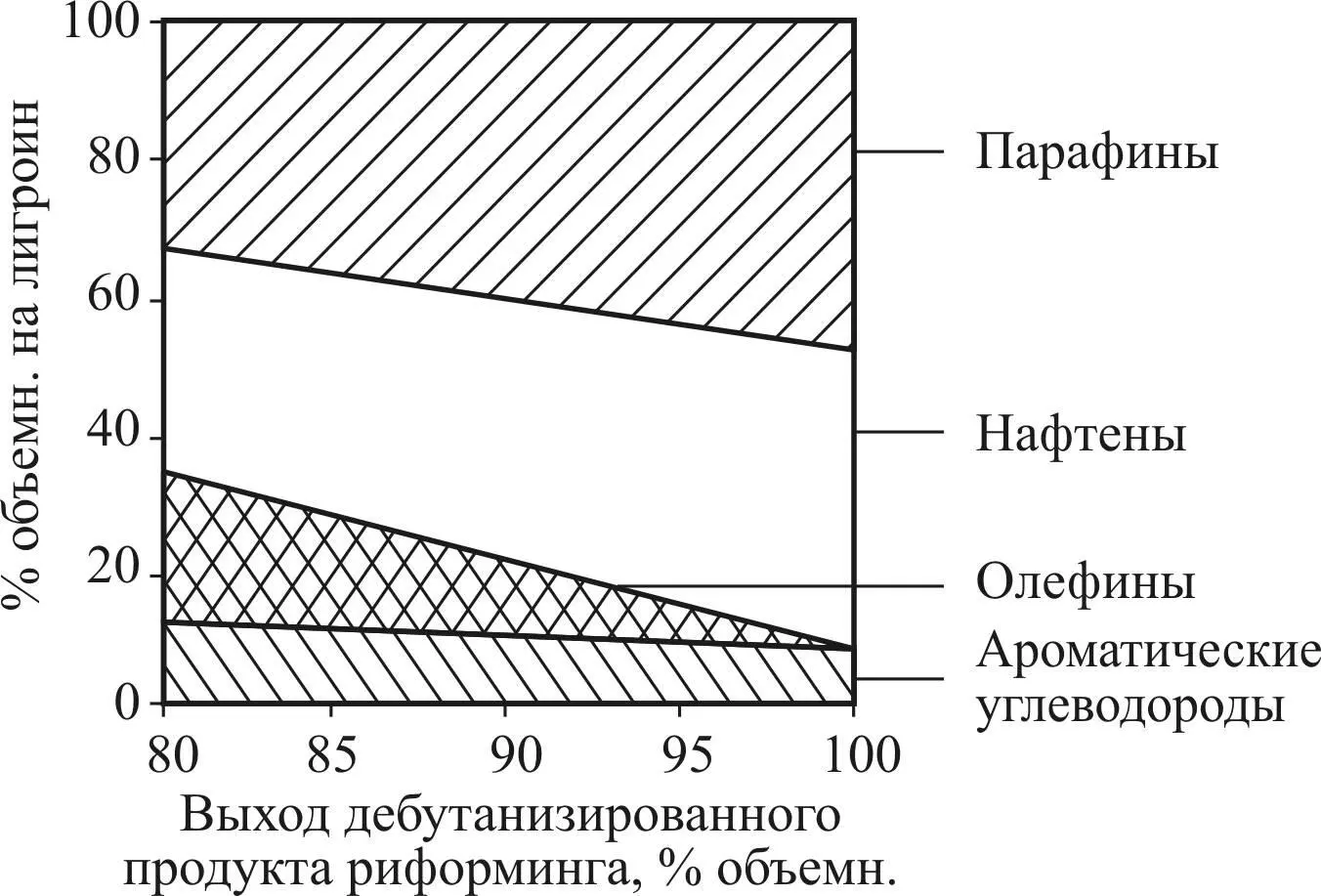
Рис. 2. Выход дебутанизированного
продукта риформинга
Повышение октанового числа бензина достигается за счет образования олефинов и циклоолефинов, а также удаления из бензина длинноцепочечных парафиновых и нафтеновых углеводородов.
Побочными продуктами термического риформинга являются газ и продукты уплотнения, образующиеся в результате реакций термической полимеризации, % масс.
– газ – 21,6;
в том числе
– Н 2+ СН 4– 5,5;
– С 2Н 6– 5,6;
– С 2Н 4– 0,6;
– С 3Н 6– 3,2;
– С 3Н 8– 6,7;
– бензин (конец кипения 205 С) – 70,6;
– смолы – 7,8;
– октановое число бензина по моторному методу – 80,1.
Простота технологической схемы обеспечила широкое внедрение термического риформинга, однако процесс имел серьезные недостатки.
Возможности увеличения октанового числа бензина были ограничены значительным снижением выхода, сера в продукте снижала приемистость к тетраэтилсвинцу, а присутствие диенов снижало стабильность товарных автомобильных бензинов в процессе хранения.
Определенное улучшение выходов и октановых характеристик бензина было достигнуто за счет комбинирования термического риформинга с процессом каталитической полимеризации пропилена и бутиленов на фосфорной кислоте Catpoly, разработанного в американской компании UOP группой В.Н. Ипатьева и используемого в промышленности с 1935 года [5].
Материальный баланс и качество бензина комбинированного процесса в сравнении с термическим риформингом представлены ниже [5]:
– выход бензина, % объемн. – 74,1/85,2;
– октановое число по моторному методу – 80,3/81,3.
Однако очень скоро ограниченные возможности термического риформинга для повышения октановых характеристик бензинов становятся препятствием для массового внедрения более экономичных и мощных двигателей с повышенной степенью сжатия.
Новые потребности рынка стимулировали разработку и внедрение каталитического процесса риформинга.
Глава 2. ГИДРОФОРМИНГ
Каталитический процесс риформинга как ответ на новые потребности рынка.
Немецкие патенты облагораживания бензинов жидкофазной гидрогенизацией угля.
Схема и технология гидроформинга. Химические реакции гидроформинга.
Кардинальные отличия от термического процесса.
Формирование очередного разрыва между предложением и спросом
Гидроформинг явился первым процессом риформинга бензинов с использованием катализаторов.
Процесс был разработан в короткие сроки совместно Standard Oil of New Jersey, Standard Oil of Indiana и M.W. Kellogg на базе адаптации немецких патентов, успешно использованных ранее в Германии для облагораживания бензина, производимого в процессе жидкофазной гидрогенизации угля Бергиуса – Пира, и являлся аналогом процесса DHD (Druck-H 2-Dehydrierung).
Первая промышленная установка гидроформинга на неподвижном слое алюмомолибденового катализатора введена в эксплуатацию на НПЗ Standard Oil of Indiana в 1940 году [5]. Гидроформинг стал основным источником толуола для производства взрывчатых веществ в годы Второй мировой войны. В качестве сырья использовались узкие фракции с высоким содержанием нафтеновых углеводородов
Условия проведения процесса гидроформинга:
– температура – 490–520 С, давление – 10–15 атм, рециркуляция Н 2-содержащего газа – 500–750 м 3/м 3сырья, объемная скорость подачи сырья – 0,4–0,6 ч –1, содержание Н 2в циркуляционном газе – 45–70 % объемн.;
– катализатор – 9 %МоО 3/Al 2O 3;
– размер гранул 4,7–9,5 мм.
Материальный баланс представлен в табл. 1.
Таблица 1
Каталитический риформинг на алюмомолибденовом катализаторе при получении толуола
(процесс гидроформинга) [1; 26]
Сырье и продукты реакции
Пределы кипения
исходного сырья, °С
82–110
93–110
Углеводородный состав исходного сырья, % объемн.:
ароматические углеводороды
7
11
нафтеновые углеводороды
53
53
парафиновые углеводороды
40
36
Выход продуктов, % объемн. на сырье:
ароматические углеводороды
37,4
44,9
толуол
28,2
32,6
Количество ароматических углеводородов, образовавшихся из нафтеновых, % объемн.
57
64
Быстрая дезактивация катализатора, связанная с отложением кокса, ограничивала продолжительность реакционного цикла 20 часами, поэтому катализатор подвергался периодической регенерации, которая состояла в выжиге кокса, проводимом в среде инертного газа и воздуха.
Для снижения скорости термической дезактивации катализатора, связанной со спеканием носителя, содержание кислорода ограничивалось на уровне 2–3 %.
Срок жизни катализатора был достаточно коротким и составлял 9–12 месяцев.
Технологическая схема процесса представлена на рис. 3.
Непрерывность процесса обеспечивалась при помощи нескольких реакторов, находящихся попеременно в цикле реакции и на регенерации.
Читать дальшеИнтервал:
Закладка: