Валерий Крылов - Каталитический риформинг бензинов. Теория и практика

- Название:Каталитический риформинг бензинов. Теория и практика
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:2021
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Валерий Крылов - Каталитический риформинг бензинов. Теория и практика краткое содержание
В книге представлен анализ теоретических и практических положений технологии процесса каталитического риформинга бензиновых фракций. Изложен опыт и приведены лучшие практики эксплуатации современных установок риформинга.
Книга предназначена для инженерно-технических работников нефтеперерабатывающих заводов, проектных организаций, преподавателей и студентов вузов.
Каталитический риформинг бензинов. Теория и практика - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
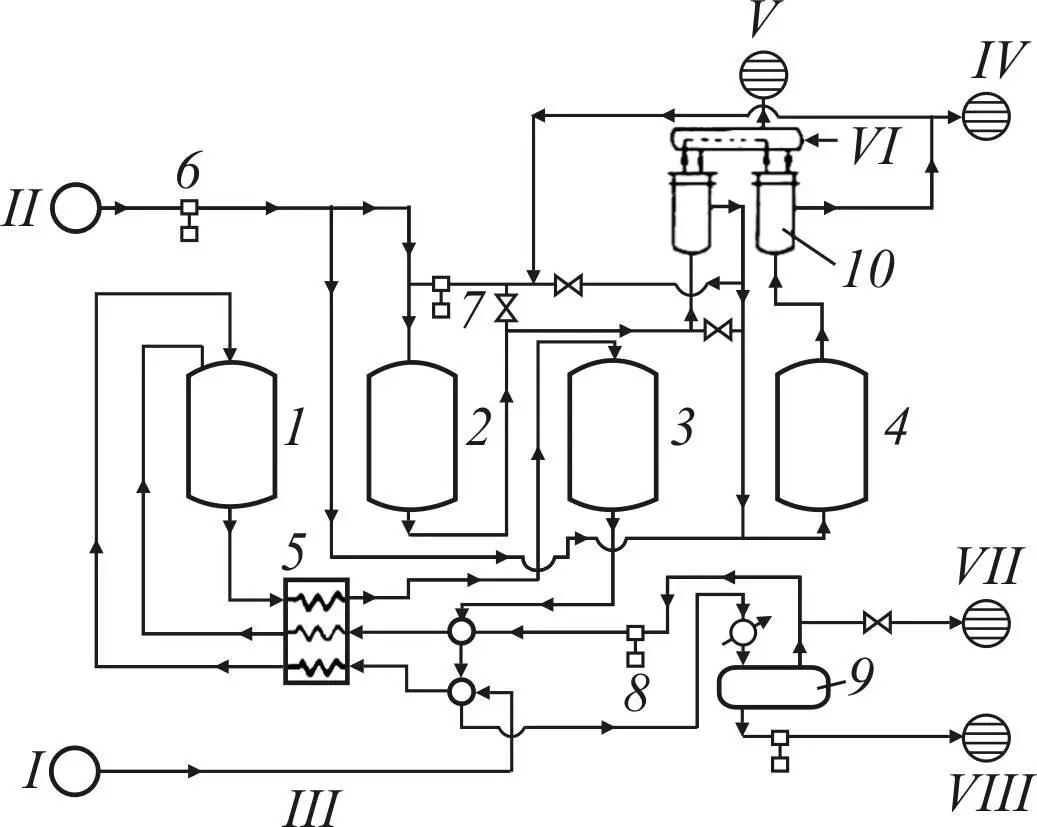
Рис. 3. Схема гидроформинга с неподвижным слоем катализатора:
1 – 1-й реактор; 2 – регенератор с нисходящим перемещением зоны горения; 3 – 2-й реактор; 4 – регенератор с восходящим перемещением поверхности зоны горения; 5 – комбинированная печь; 6 – компрессор; 7 – насос рециркуляции продуктов сгорания; 8 – компрессор рециркулирующего газа; 9 – газосепаратор; 10 – котел-утилизатор. Линии: I – сырье – лигроин; II – воздух; III – теплообменник с системой ректификации; IV – продукты сгорания; V – водяной пар;
VI – питательная вода; VII – избыточный газ (к абсорберу);
VIII – продукты гидроформинга (в систему фракционирования)
Как правило, использовалось четыре реактора, работавших по схеме 2 + 2 (два в работе, два на регенерации).
Нагрев сырья и циркулирующего водородсодержащего газа (ВСГ) производился в комбинированной печи, причем сырье нагревалось отдельно от ВСГ.
В процессе каталитического риформинга DHD [24] использовался аналогичный алюмомолибденовый катализатор, однако процесс имел более длительные рабочие циклы (120–360 часов), обеспечиваемые за счет применения более высокого рабочего давления и повышенной кратности циркуляции водородсодержащего газа.
Увеличению продолжительности реакционного цикла способствовало также повышенное содержание 6-членных нафтенов в бензинах, получаемых при гидрировании угля и смол.
Особенностью схемы являлось применение до пяти реакторов в серии для каталитического риформинга и дополнительного реактора для гидрирования непредельных углеводородов при производстве толуола.
При близких объемных скоростях применение большего количества реакторов в процессе DHD снижало эффект квенчирования реакций ароматизации сырья, обеспечивая более эффективное использование катализатора. Сравнительно длительные рабочие циклы позволили отказаться от регенерации катализатора на режиме и проводить ее во время остановки установки.
Схемы установок DHD в целом были более прогрессивными по сравнению с гидроформингом и явились прототипом современных установок каталитического риформинга полурегенеративного типа.
Альтернативные варианты технологического оформления, обеспечивающие непрерывность процесса (схемы с использованием кипящего слоя катализатора и движущего слоя гранулированного катализатора), заимствованные из технологии каталитического крекинга, не нашли широкого применения в технологии гидроформинга.
Идея непрерывной регенерации с использованием движущегося слоя катализатора позднее была реанимирована и использована в значительно измененном виде в схемах платформинга CCR (continuos catalyst regeneration), разработанных компаниями UOP и IFP.
В отличие от термического риформинга, основными реакциями гидроформинга являются каталитические реакции дегидрирования 6-членных нафтенов с образованием ароматических углеводородов.
Для ароматизации 5-членных нафтенов требуется предварительное расширение кольца, которое было ограничено из-за недостаточной кислотности алюмомолибденового катализатора.
Основным маршрутом для превращения 5-членных нафтенов является крекинг и дегидрирование.
Последнее приводит к образованию циклопентадиеновых структур, являющихся предшественниками кокса.
Парафиновые углеводороды ароматизируются по схеме, представленной на рис. 4 на примере н-гексана и включающей следующие стадии:
– последовательное дегидрирование до гексатриена;
– термическую циклизацию триена с образованием циклогексадиена;
– каталитическое дегидрирование циклогексадиена до бензола.
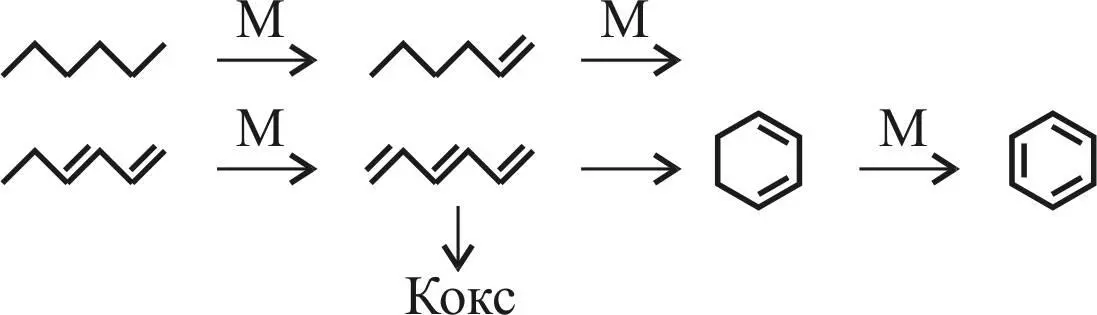
Рис. 4. Схема ароматизации н-гексана [1]
Побочной реакцией является полимеризация триенов с образованием кокса.
Жесткие условия осуществления процесса, необходимые для глубокой ароматизации сырья, приводили к быстрому накоплению кокса и дезактивации катализатора.
Крекинг парафиновых углеводородов играл менее важную роль по сравнению с процессом термического риформинга, его вклад ограничен более низкими температурами процесса, что определяло больший выход бензина и меньшее газообразование.
Увеличение октанового числа бензина в процессе гидроформинга достигалось принципиально другим способом за счет ароматизации сырья.
Практическое отсутствие в продукте гидроформинга олефинов и диенов обеспечивало высокую стабильность при хранении, а обессеривание, проходившее на катализаторе в среде водорода, давало значительное увеличение приемистости к тетраэтилсвинцу (ТЭС), что оказалось существенным преимуществом нового процесса в эпоху широкого применения свинцовых антидетонаторов, начавшуюся с открытия в 1921 году в лаборатории General Motors эффекта ТЭС.
Недостатком гидроформинга, безусловно, были короткие межрегенерационные циклы. Это ограничивало увеличение жесткости режима, которое требовалось для удовлетворения спроса на бензин с повышенным октановым числом, вызванного появлением двигателей с более высокой степенью сжатия.
Попытки увеличения длительности реакционных циклов за счет применения более высоких рабочих давлений и мольного отношения «Н 2/сырье», аналогичного процессу DHD, приводили к снижению глубины ароматизации нафтеновых углеводородов и октановой характеристики производимого бензина.
Глава 3. Начало эры платформинга
Разработка бифункционального платинового катализатора и первое внедрение платформинга на нефтеперерабатывающем заводе Old Dutch.
Триумф платформинга.
Радикальное изменение компонентного пула для получения автомобильных бензинов
Возникший разрыв между технологическими возможностями НПЗ и потребностью рынка в высокооктановых автомобильных бензинах был преодолен в 1949 году введением процесса каталитического риформинга на платиновом катализаторе, получившего название платформинга.
Необходимо заметить, что каталитические свойства платины в реакциях превращения углеводородов были известны с открытия в 1911 году Н.Д. Зелинским реакции дегидрирования циклогексана на платинированном угле [5].
В 1936 году в СССР на Краснодарском НПЗ был внедрен процесс получения толуола с использованием катализатора, представлявшего собой платину на угле (20 % Pt/C) [4].
В этом же году Б.А. Казанский и А.Ф. Платэ (Институт органической химии АН СССР) при исследовании превращения 2,5-диметилгексана на катализаторе Pt/C обнаружили
образование п-ксилола. Так была открыта реакция дегидроциклизации алканов – одна из ключевых реакций ароматизации алканов, лежащих в основе современного каталитического риформинга.
Читать дальшеИнтервал:
Закладка: