Джеймс Вумек - Бережливое производство

- Название:Бережливое производство
- Автор:
- Жанр:
- Издательство:Альпина Бизнес Букс
- Год:2004
- Город:Москва
- ISBN:5-9614-0009-3
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Джеймс Вумек - Бережливое производство краткое содержание
«Бережливое производство» (lean production) — прорывный подход к менеджменту и управлению качеством, обеспечивающий долговременную конкурентоспособность без существенных капиталовложений. Пионером этого подхода стала компания Toyota, которая благодаря его использованию достигла выдающихся результатов. В настоящее время «бережливое производство» используется компаниями во многих странах и в разных отраслях.
Книга написана обстоятельно, ясно и содержит не только описание теории, но и много примеров из опыта ведущих компаний США, Германии и Японии.
Книга ориентирована, прежде всего, на практиков — руководителей среднего и высшего звена и предпринимателей, но также будет интересна студентам и преподавателям экономических вузов.
Бережливое производство - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Больше всего меня поразило то, что за время моего визита они, реализуя очередное мероприятие по улучшению, обнаружили, как можно сократить время изготовления детали, если переставить один большой станок с одного места на другое. Такое решение они приняли утром. Практически мгновенно была собрана бригада, которая передвинула станок. Через несколько часов производство было вновь запущено».
«В General Electric, где я проработал четырнадцать лет, пока не перешел в Hennessey для того, чтобы сделать нечто подобное, пришлось бы издавать постановление на уровне Конгресса США. А эти ребята просто взяли и сделали, и все заработало! Неожиданно я понял, что живу в совершенно ином мире», — вспоминал Хикс.
К марту 1992 года, когда Хикс получил предложение перейти к Ланкастеру, он уже стал настоящим адептом бережливого производства и был готов применить свои знания на новом месте. Ланкастер рассмотрел множество кандидатов на должность вице-президента по производству, но остановил свой выбор именно на Хиксе. Он был уверен, что у Хикса достаточно способностей, чтобы трансформировать производственную деятельность. Вопрос был только в том, как это сделать, и сколько времени на это понадобится.
Рона пригласили в Луисвилль, где он смог поговорить с теми, с кем ему предстояло работать. Он предложил сразу сформировать команды, которые займутся переосмыслением потока создания ценности и движения ценности по потоку для каждого производимого на заводе продукта, для каждого этапа разработки и выполнения заказа. Фирме Lantech требовалось выстроить все операции, нужные для проектирования, выполнения заказа и производства пленочной упаковочной машины, а потом выполнять эти операции последовательно, причем не делать больше одной машины (одного проекта, одного заказа) одновременно. Таким образом, можно было избавиться от всей муда в виде партий, очередей, переделок и возвратов. Поток создания ценности — этот минимально возможный набор операций, требуемых для проектирования, обработки заказа и изготовления упаковочной машины, стал двигаться ровно, непрерывно и быстро.
Сразу после начала работы Рон Хикс разработал простой план, согласно которому четыре типа машин, до этого изготавливавшиеся вместе методом «партий и очередей», должны были теперь производиться отдельно. Все производственные службы должны были быть ликвидированы, а взамен них создано четыре производственных ячейки — по одной для каждого типа машин. Все виды операций должны были быть выстроены так, чтобы каждый станок, установленный в ячейке, работал в непрерывном потоке. Это была фаза кайкаку плана преобразований, направленная на полное разрушение системы и создание ее заново, — но уже с других позиций.
Модель T/V, которая вскоре была заменена моделью Q, была своего рода проверкой на прочность. Из лучших рабочих Lantech была сформирована команда, которой поручили за одну неделю разработать и запустить производство по плану, изображенному на рис. 6-4.
Рисунок 6-4. Схема изготовления модели Q
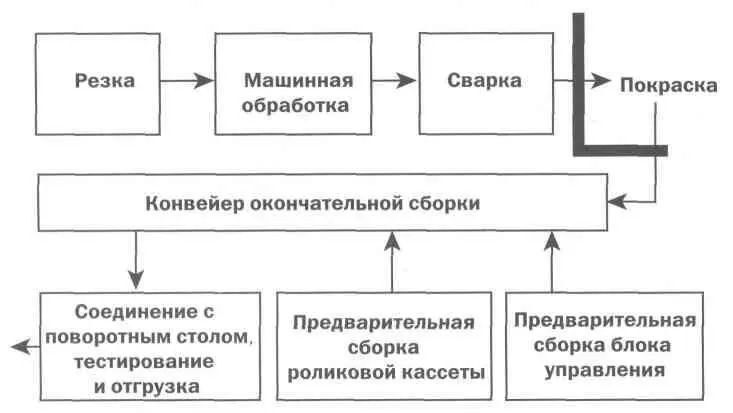
Операцию по резке разместили непосредственно рядом с машинной обработкой, которая выполнялась в двух шагах от сварки. Хотя операция покраски осталась централизованной, непрерывный поток опять подхватывал детали на стадиях предварительной и окончательной сборки. Тестирование и упаковка в ящики производились рабочей командой в конце производственной цепочки. И хотя в смену изготавливалось только восемь машин (то есть одна штука в час), окончательная сборка стала производиться при помощи движущегося конвейера, который задавал ритм всей системе.
Каждое утро оператор режущего станка начинал работать, ориентируясь на изготовление одной упаковочной машины в час. Через час после начала был готов полный набор деталей, требуемых для изготовления каркаса. Всего три фута отделяло станок механической обработки от режущего станка. Еще четыре фута — и готовые изделия попадали к сварочному аппарату. Четырнадцать часов спустя (половина времени была потрачена на покраску) готовая машина уже стояла в зоне погрузки.
Чтобы такая система заработала, на Lantech пришлось полностью изменить годами устоявшиеся представления о том, как выполнять работу и о том, что значит «работать вместе». Поскольку все операции стали напрямую влиять друг на друга и в системе больше не стало буферов, требовалось, чтобы все ориентировались только на стандартную работу, описывающую наиболее оптимальный способ действий за отпущенное на нее время, и то, как всегда делать ее правильно с первого раза. (Иными словами: либо весь участок работает, либо весь не работает.) Команда описывала каждую работу в виде диаграммы, которая выставлялась на всеобщее обозрение.
Поскольку в новой системе машины изготавливались только под конкретный заказ (вспомните, что, так как время выполнения заказа удалось уменьшить с шестнадцати недель до четырнадцати часов, более не требовалось делать машины про запас, чтобы обеспечить быструю доставку), жизненно важно было ввести понятие времени такта. Время такта — это частное от деления числа машин, которое надо сделать в день, чтобы выполнить заказ, на число рабочих часов в день. (Если надо сделать в смену восемь машин, то время такта будет равно одному часу.) Важно заметить, что когда поток заказов невелик и не надо использовать оборудование на 100%, время такта увеличивается. Поскольку оборудование теперь работает медленнее, часть рабочих можно направить в другие подразделения Lantech, а каждый оставшийся будет выполнять не одну операцию, а несколько. Данный способ производства разительно отличается от традиционного, когда в случае отсутствия заказов работа все равно ведется для того, чтобы создать запасы на будущее.
Надо было реализовать еще два подхода. Во-первых, Lantech требовалось привести размеры многих станков (например, для резки или механической обработки) к «правильным», а иногда и изготовить новое оборудование, которое бы рационально вписывалось в конфигурацию ячейки. Как оказалось, этим вполне могли заняться рабочие, деятельность которых оказалась ненужной в результате оптимизационных мероприятий. Во-вторых, Lantech надо было научиться быстро переналаживать все имеющееся оборудование так, чтобы можно было практически мгновенно перейти от производства деталей для одного типа машины к производству деталей для другого типа.
Когда новая концепция производства только обсуждалась, многие работники начали сопротивляться новому подходу. Вспоминает Боб Андервуд, один из самых квалифицированных рабочих на заводе: «Мы привыкли работать в системе, где каждый из нас умел высокопрофессионально делать что-то одно — сваривать, сверлить или разбраковывать детали и возвращать их в производство, чем, собственно, занимался я. Каждый в своем отделе спокойно выполнял свою работу с той скоростью, которая была ему удобна. Как только мы справлялись с дневной нормой, нас оставляли в покое. Но настоящее удовлетворение доставляли авралы, „тушение пожаров“. В такие моменты в Lantech появлялся специальный отдел пожарных-добровольцев, которые могли в срочном порядке ликвидировать задержки по срочным („горящим“) заказам. Я был одним из лучших „пожарных“ на Lantech, и мне безумно нравилась такая работа».
Читать дальшеИнтервал:
Закладка: